您当前的位置:商助贸易宝 » 寮步镇商助贸易宝 »寮步镇产品 » 周边不锈钢护栏供应商
周边不锈钢护栏供应商
更新时间:2026-05-21 15:01:32 ip归属地:东莞,天气:大雨转雷阵雨,温度:24-28 浏览:1次


- 发布企业
- 俊邦金属材料(东莞市寮步镇分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢桥梁栏杆
- 所在地
- 开发区工业园
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 张经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:东莞市寮步镇周边不锈钢护栏供应商的产品参数
| 产品参数 | |
|---|---|
| 品牌 | 俊邦 |
| 产地 | 山东 |
| 材质 | 201/304 |
| 范围 | 周边不锈钢护栏供应范围覆盖广东省、东莞市、寮步镇、莞城区、南城区、万江区、石碣镇、石龙镇、茶山镇、石排镇、企石镇、横沥镇、桥头镇、谢岗镇、东坑镇、常平镇、大朗镇、麻涌镇、中堂镇、高埗镇、樟木头镇、大岭山镇、望牛墩镇、黄江镇、洪梅镇、清溪镇、沙田镇、道滘镇、塘厦镇、虎门镇、厚街镇、凤岗镇、长安镇等区域。 |
【俊邦】业务覆盖多元场景,提供以下产品和服务:沙田镇不锈钢桥梁栏杆专业生产N年、茶山镇不锈钢桥梁栏杆售后服务完善、清溪镇不锈钢桥梁栏杆我们更专业、石龙镇不锈钢桥梁栏杆厂家等。周边不锈钢护栏供应商,俊邦金属材料(东莞市寮步镇分公司)为您提供周边不锈钢护栏供应商的资讯,联系人:张经理,电话:【17768165506】、【17768165506】。 广东省,东莞市,寮步镇 明末清初,分属东莞县文顺乡第二都,第三都。1986年1月,撤区建镇,称寮步镇。截至2021年10月31日,寮步镇辖10个社区、20个行政村。镇人民政府驻寮步镇勤政路1号。
想要知道周边不锈钢护栏供应商产品如何?看视频就知道!看视频,选产品更明智!
以下是:东莞寮步镇周边不锈钢护栏供应商的图文介绍


高速公路上每隔一点距离就有用反光材料制作的标志牌,正常直线路段50米1个,弯道20米1个,匝道5米/个,具有很明显的警示作用,这种标志牌表面涂了一层反光率很高的荧光漆,能把各个角度入射的光反相对集中的平行光。
为了一探究竟我回家查阅了大量资料。原来是高速路上安装有大量的反光板、反光灯、反光标志牌。它们能反光是因为反光涂层上有玻璃微珠,使光发生折射和散射。在没有光的条件下会得很暗,一旦有光亮标志牌的表面,它就会沿着来时的方向射回。
此外,汽车尾灯只要照到这些反光板,就能产生如同雾灯一般的光泽,煞是显眼。若高速路上反光板密集、新、大个,会给人豁然开朗的感觉。前面的高速路在反光板的作用下,路宽、拐弯、坡度一目了然,司机开起车来视觉良好,轻松自在,了不少夜间事故的发生呢。
公路护栏在我们生活中起到了重要的作用,它被广泛用于家中、马路上为我们的起到了保驾护航的作用,下面来了解一下高速公路护栏的要求:标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。两波形梁护栏板的宽度310mm,波高85mm,板厚:3mm、4mm;理论重量:3mm厚的为416kg,4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。



公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一,现在国内比较成熟的作法是:粉末浸塑法,它起源于流化床法,所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。
我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。
所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。
流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化",流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。



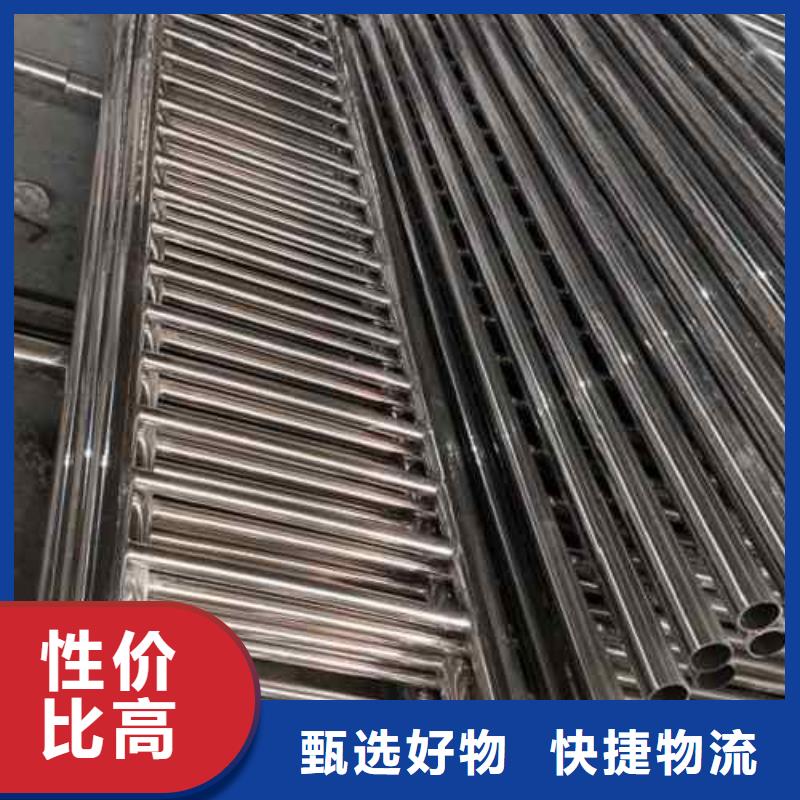
东莞寮步镇俊邦金属材料有限公司拥有雄厚的技术实力,多名 不锈钢桥梁栏杆产品研发人员,训练有素的职工队伍, 不锈钢桥梁栏杆加工设备及检测设备,使生产出的 不锈钢桥梁栏杆经科学设计,精心制作,严格检验。数十年来的不懈努力、吸收国内外技术经验,集众家之所长,制造出多领域的新 不锈钢桥梁栏杆产品。严格的 不锈钢桥梁栏杆产品检测,并配以的售后服务,使本厂在 不锈钢桥梁栏杆行业独树一帜,赢得八方众多客户的肯定。


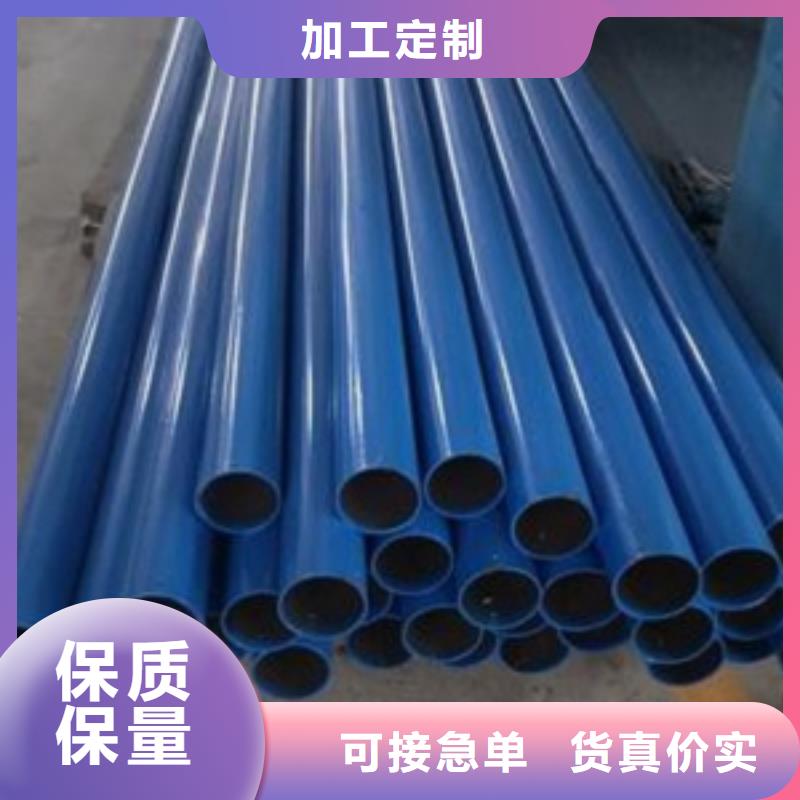
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点:
(1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。
(2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。
(3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。
(4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。
(5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。

今年在东莞市寮步镇本地购买周边不锈钢护栏供应商有了新选择,俊邦金属材料(东莞市寮步镇分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的周边不锈钢护栏供应商产品。如需购买或咨询,请随时联系我们,联系人:张经理-【17768165506】,地址:开发区工业园。