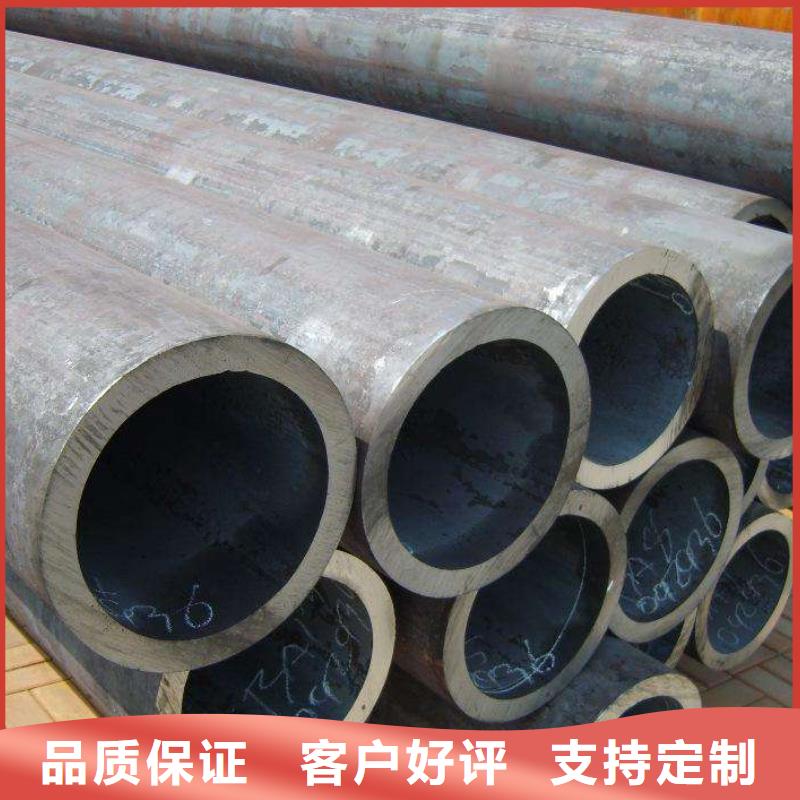
注重厚壁无缝钢管质量的生产厂家

27SiMn(化学成份(国标):C:0.24-0.32;Mn:1.1-1.4;Si:1.1-1.4;S:≤0.035:P:≤0.035)厚壁钢管(壁厚范围28mm~60m)被广泛用于煤矿液压支架大立柱缸体,有的缸筒长达2000m,其中一段长200m缸筒的外圆直径要从Φ380m增至Φ398m,常规工艺选择用中408m钢管加工,这种方法切削量太大,不仅造成材料的浪费,并且生产周期长。如果采用平常的堆焊方法,当堆焊层金属出现气孔、裂纹、夹渣等缺陷时,就会造成渗漏、密封件挂伤,严重时将出现堆焊层剥落现象,还会出现缸柱间互相窜液、立柱油缸液压力升不上去影响使用的情况。
本发明的目的在于提供一种加工质量和效率高的27SiMn厚壁钢管的堆焊方法
为实现上述目的,本发明可采取下述技术方案:
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽后,预热140-160℃,控制层间温度在150-200C,用80%Ar+20X00保护气体、采用SLD60焊丝分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温:在整体装炉升温至540℃,保温4小时,冷却至室温即可。
所述SLD60焊丝的组分为C:0.05;Mn:1.29:Si:0.76:Mo:0.34:Ti 0.11;S:0.01;P:0.02:所述焊丝的直径为Φ1.6。
本发明的优点在于堆焊前预热,采用80%Ar+20%C0,保护气体,焊接材料用SLD-601.6,按照上述加工方法进行堆焊,焊后热处理,这样不仅工艺方法经济合理,堆焊层与母材之间的熔透质量高、堆焊层金属无气孔、裂纹、夹渣等缺陷,达到满足液压支架缸筒的设计强度及尺寸要求;由于液压支架的生产批量大,且每根缸筒的堆焊层厚达9m,采用本堆焊方法,不仅可以节约材料,又可以提高生产效率。
具体实施方式
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽,除去表面的油、垢等污物,预热150℃控制层间温度在150-200℃,用远红外测温仪监测温度;用80%Ar+20XC02保护气体、采用SLD-60中1.6焊丝,焊丝的重量组份分为:0.05:Mn:1.29:Si:0.76Mo:0.34:Ti:0.11;S:0.01;P:0.02:选用单枪环缝气体保护自动焊机(电流420A,电压40V,焊速600m/min),分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温;在整体装炉升温至540
C,保温4小时随炉缓冷至300℃出炉,冷却至室温即可


关于结构用厚壁钢管合理选材选型的建议
(1)在大型管结构工程设计中,需选用厚壁钢管时,设计人员应了解厚壁钢管的成型方法类别与其技术经济性能特点,并合理选材。
(2)综合比较力学性能、焊接性能、加工性能、截面尺寸精度及材料价格等因素,钢结构工程用厚壁钢管宜选用冷压或冷卷成型钢管。在此类钢管比选中,若考虑钢管力学性能、加工效率、焊缝数量与打磨要求等因素,则宜 冷压成型(U(E)厚壁钢管,但在加工费用上冷压工艺要高于冷卷工艺约20%以上。
(3)当选用冷压或冷卷厚壁钢管时应注意以下技术性能或参数的要求
1)径厚比一一冷卷与冷压制管时,钢板内、外纤维分别受压受拉,产生塑性变形和冷加工硬化与残余应力等不利影响,而径厚比(管内径与厚壁之比)愈小,此影响愈严重,并会直接降低钢管的使用性能。我国电力行业标准《压力钢管制造与安装验收规范》L5017-93要求冷卷钢管的径厚比不应小于33(Q235与Q345钢)或40(Q390与Q420钢)。根据建筑钢结构工程的国内外经验,此限值可适当以放宽,在目前钢材性能水平和工艺条件下,暂以不小于20为宜。
2)钢材的强度级别一《钢结构设计规范》对钢管架结构规定所用钢材强度不应超过345MPa,届强比不应大于0.8,主要原因是现有研究、设计计算方法公式等都是以此类级钢材为主要对象进行的。厚壁钢管可能用于桁架或支柱结构,当钢板厚度、径厚比均相同而强度更高时,会产生更不利的冷加工硬化影响与残余应力,降低钢管的承载性能与焊接性能,故冷成型厚壁钢管的钢材强度以不大于345MPa为宜
3)钢材的性能要求目前冷成型型材的相关标准中对其力学性能试件的取样部位无明确规定,故厂家所提供的质量检验单数据均为其原材料的力学性能数据,并非已成型管产品的实物力学性能,这对厚壁钢管易造成延性指标要求(如伸长率)数据偏高的现象。故对主要承重构件用钢管,应在设计文件中注明其实物力学性能指标需经成品钢管上.的取样复测确认。同时对抗震设防等重要构件所用冷卷厚壁钢管,宜要求按钢板横轧制方向取样进行冲击功性能检测确认。在性能要求的项目内容上,除常规的化学成分与力学性能外,当厚壁钢管用于主要承重结构时,还应按荷载条件,使用温度、板厚、节点焊接约束度等条件,要求附加保证碳当量、屈强比、冲击功或Z向性能等作为钢管供货的保证性能指标。
4)热处理冷成型厚壁管影响性能的主要缺陷是冷加工硬化和残余应力影响,故对很重要的管构件或径厚比很小的钢管,可经过技术经济比较要求进行成品管热处理以细化晶粒,残余应力,优化钢管使用性能。
(4)热成型厚壁钢管虽无冷加工效应,但价格均较高。而热扩无缝钢管的壁厚公差可达士25%,会造成结构构件截面不对称,增加附加偏心弯矩和削弱截面承载力;而且在管构件对接接头处,可能造成对焊接头较大的错边偏差,故不宜用作钢结构承重构件。热卷成管性能较好,但加工成本高,主要适用于锅炉、压力容器、管道,般不宜用于钢结构构件中。



贺州八步星腾伟业金属材料有限公司始终秉承“责任、诚信、创新、共赢”的核心价值观,遵循“优质、准点、、文明、”的方针,本着“始于用户需求、高于用户期望”的服务理念,为用户提供的 无缝钢管和服务,帮助用户和员工实现价值的同时,积j i回报社会,追求企业与环境和谐持续发展,助推 无缝钢管行业发展,履行一个企业的社会责任。


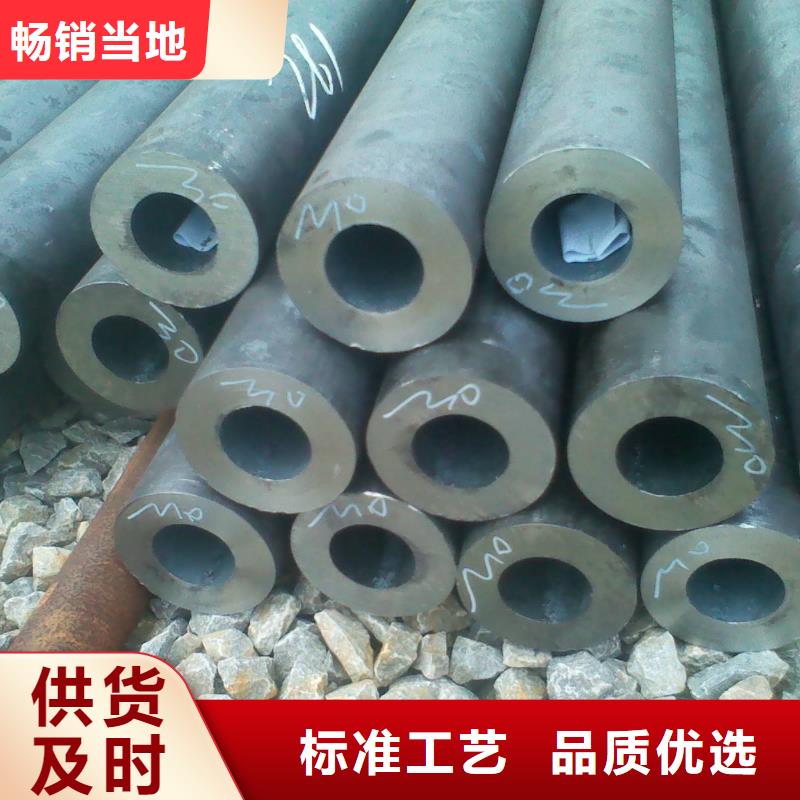
厚壁无缝钢管在机械、石油、化工等行业应用广泛,传统的切割工艺存在加工效率低、自动化程度低等问题.近年开发的钢管数控仿形锯切技术使用专用锯切设备和锯片,不仅能够快速、的锯切大直径ERW焊管,而且在大型厚壁无缝钢管的生产和加工中得到了应用.由于采用了数控仿形锯切的原理,可以使用较小直径的硬质合金齿涂层锯片锯切 φ720mm×60 mm 的钢管,适用钢级达到N80以上.经过生产使用证明,厚壁无缝钢管的仿形锯切生产效率高、锯切质量好,工作噪音低,性能好.
随着机械、石油、电力等行业的快速发展,对大直径厚壁无缝钢管的需求不断增加。为此,国内近年来新建了多条厚壁钢管生产线和石油钢管加工线,对钢管的切断加工提出了更高要求。对于大规格厚壁无缝钢管,传统的切断方法主要有旋转式切管机和双金属带锯机两种形式。它们的特点是投资少,但加工效率较低,而且不易于形成自动化锯切生产钱,因而自动化程度不高,难以适应钢铁行业中连续式、大批量生产的需要,因此急需开发一种新型的厚壁无缝钢管锯切技术和工艺方法。



- 批发无缝钢管的公司 2026-05-21
- 供应批发真空包装机-大型厂家 2026-05-21
- 2026经验丰富#二次结构泵厂定制#源头厂家 2026-05-21
- 定做MN13耐磨板、优质MN13耐磨板厂家 2026-05-21
- 不锈钢复合管立柱-诚信经营 2026-05-21
- 优选:角钢公司 2026-05-21
- :灵芝菌种供应商 2026-05-21
- 优质的NM360耐磨板生产厂家 2026-05-21
- 65mn-65mn好评 2026-05-21
- 品质保证的热收缩包装机厂家 2026-05-21
- 优选波形护栏厂家 2026-05-21
- 弯头实体生产厂家 2026-05-21
- 不锈钢板、不锈钢板生产厂家-价格合理 2026-05-21
- 优选:方管批发商 2026-05-21
- 价格合理的不锈钢板公司 2026-05-21
产品


联系方式
