您当前的位置:商助贸易宝 » 福永商助贸易宝 »福永产品 » 厚壁无缝钢管厂家批发
厚壁无缝钢管厂家批发
更新时间:2026-05-21 23:36:30 ip归属地:深圳,天气:大雨转雷阵雨,温度:25-29 浏览:1次


- 发布企业
- 星腾伟业金属材料(深圳市福永街道分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝钢管
- 所在地
- 开发区汇通物流园B115
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 任威 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:深圳市福永街道厚壁无缝钢管厂家批发的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 厚壁无缝钢管批发供应范围覆盖广东省、深圳市、福永街道、罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、光明区、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、龙华街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区、西乡街道等区域。 |
【星腾伟业】以匠心打造多元场景产品,涵盖蛇口无缝钢管专注细节使用放心、龙华无缝钢管专业的生产厂家、南山无缝钢管厂家直销规格多样等。厚壁无缝钢管厂家批发,星腾伟业金属材料(深圳市福永街道分公司)为您提供厚壁无缝钢管厂家批发产品案例,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 广东省,深圳市,宝安区,福永街道 2019年,福永街道完成固定资产投资143.67亿元,规模以上工业总产值370.63亿元;工业投资14.73亿元,任务完成率177%,其中技术改造完成12.86亿元,任务完成率258%;社会消费品零售总额54.31亿元,同比增长7%;规模以上服务业营收567.54亿元,占全区43.8%;外贸进出口总额增速46.8%。
精心打磨的产品视频已准备就绪,它将带您深入厚壁无缝钢管厂家批发的魅力世界,让您重新发现产品的无限可能。
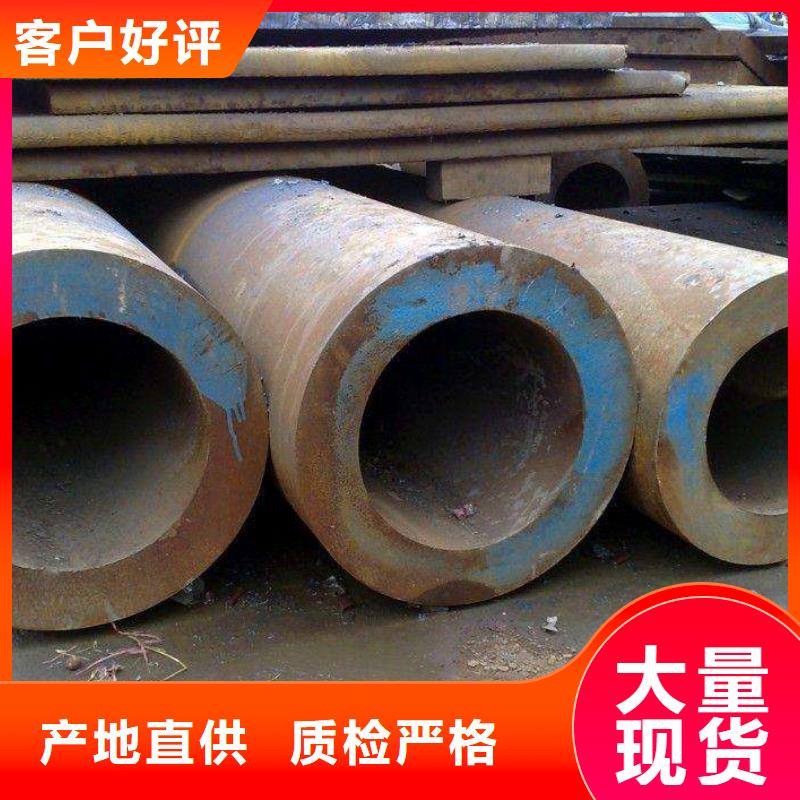
以下是:深圳福永厚壁无缝钢管厂家批发的图文介绍


厚壁无缝钢管在机械、石油、化工等行业应用广泛,传统的切割工艺存在加工效率低、自动化程度低等问题.近年开发的钢管数控仿形锯切技术使用专用锯切设备和锯片,不仅能够快速、的锯切大直径ERW焊管,而且在大型厚壁无缝钢管的生产和加工中得到了应用.由于采用了数控仿形锯切的原理,可以使用较小直径的硬质合金齿涂层锯片锯切 φ720mm×60 mm 的钢管,适用钢级达到N80以上.经过生产使用证明,厚壁无缝钢管的仿形锯切生产效率高、锯切质量好,工作噪音低,性能好.
随着机械、石油、电力等行业的快速发展,对大直径厚壁无缝钢管的需求不断增加。为此,国内近年来新建了多条厚壁钢管生产线和石油钢管加工线,对钢管的切断加工提出了更高要求。对于大规格厚壁无缝钢管,传统的切断方法主要有旋转式切管机和双金属带锯机两种形式。它们的特点是投资少,但加工效率较低,而且不易于形成自动化锯切生产钱,因而自动化程度不高,难以适应钢铁行业中连续式、大批量生产的需要,因此急需开发一种新型的厚壁无缝钢管锯切技术和工艺方法。



深圳福永星腾伟业金属材料有限公司位于开发区汇通物流园B115,专业生产 无缝钢管等产品。 公司始终遵循“以市场为导向,以客户为中心的经营理念”为客户提供的服务。我公司生产的产畅销全国各地,本公司技术力量雄厚,生产工艺先进,检测设备完善,产品性能卓越。坚持以人为本,为客户提供的**服务。 公司一贯坚持“用户至上,质量至上,信誉至上,服务 至上”的经营策略,以实现出厂产品质量符合要求。公司自成立以来,一直以质量求生存,以科技为发展之本,我们以“求实创新,服务周到”为宗旨,实现品牌化的市场战略,建立科研开发为先导、设计、生产、销售和技术服务一体化的运营机制。


如何制造高强度、高韧性的厚壁无缝钢管一直是治金工作者感兴趣的重要课题。近年来,随着治炼和无缝管穿轧技术的进步,对生产≤160mm,0,≥120kgf/mm20,≥140kgf/mm2,-40℃V形缺口试样a≥2kgf·m/cm2的厚壁无缝管,已有较成功经验,并用于兵工生产,但是制造18C~500的大口径厚壁管一直是工艺上的难题。
多年来,制造厚壁管的主要工艺路线是采用电炉(或电渣)钢锭锻造后再机械锆孔的工艺。这种工艺的主要缺点是材料消耗高,钢材利用率低,钢坯的30~40%变为切屑,特别是高强度、大截面部件,往往由于锻压比小,不能充分破坏钢锭心部的柱状晶,使锻坯的断面收缩率和冲击韧性都较低。增大钢锭直径,虽然可以增加锻压比,但是直径増加往往会导致钢锭的元素偏析增加,此举往往不能提高断面收缩率和κ值电渣熔工艺生产的空心管,虽然可以生产高冲击值的管,但是由于铸管上的横列结晶断口难以,妨碍了它的广泛应用。
为了制取高强度、高韧性的厚壁无缝管,我们结合30Cr2Ni2MoVA钢管的研制,进行了一些工艺试验。这些工艺是:1.电渣钢锭十锻造制坯十机加钻孔;2.电渣钢锭十锻造制坯十水压机热挤压成管;3,电渣钢锭十“皮尔格”轧机锻轧无缝管。现将这三种工艺生产管材的性能总结如下。
适量的磨削加工,使表面耐久性能得到显著提高的主要原因,是由于充分发挥了残留奥氏体的有利作用;渗层接触疲劳性能随表层残留奥氏体量的增多而增高,其含量达60%左右时,具有 的接触疲劳性能。
3.共渗层中的残留奥氏体在循环应力作用下,均发生马氏体相变。在同一种热处理状态下,残留奥氏体的转变速率越低,其疲劳寿命越高。
4.冷处理虽然能提高共渗层的表面硬度,但是,由于残留奥氏体的有利影响被削弱而使其表面耐久性能降低。


某型号产品中的贮油缸筒体,该零件具有以下特点:
①体是由51mm×3mm钢管经旋压封口而成;②在简体壁多处局部由塑性胀形加工而成的向外凸包或扩径段,凸包或扩径段构成缸筒,局部外径尺寸公差为1T10或IT12。因此,该简体的胀形加工属超长径比厚壁钢管的精密胀形。
工艺分析
(1)该零件长度较大,成形部位分布在简体的不同部位,成形部位的位置尺寸又受到旋压封口的影响,如果在封口后胀形,将会造成局部胀形部位位置尺寸不准,而且模具设计困难。
(2)该零件成形部分的形状尺寸差别较大。既有整体成形,又有局部成形,而且,局部成形部分尺寸差别较大,如果一次成形出所有成形部分,必然会造成模具设计的困难和加工的困难,而且成功的把握性很小。
(3)该零件属超长径比厚壁钢管,所需成形力较大。在金属塑性加工中,该零件的成形适合胀形工艺。胀形工艺一般可分为刚性胀形与软凸模胀形刚性胀形适用胀形力较大,但模具结构复杂,且受模具结构与强度设计的限制,一般适用于零件长径比较小及相对料厚较溥的零件成形,而该零件长径比较大,属细长零件,若采用该方法,模具的强度和刚性都难以保证。软凸模胀形适合长径比较大的零件,其模具结枃较简单,但受软凸模材料性能的限制,一般只适用成形力较小的薄壁件的胀形加工。由于该简体材质为钢材,厚度较大,所需胀形力较大,所以采用软凸模胀形也无法达到该零件成形的需要,因此,该零件的成形具有较大的难度。
胀形工艺及模具结构
根据以上分析,要使该零件成形部分的位置准确,且不受封口部分的影响,那么零件的成形工艺应放在旋压封口之前进行,以成形的位置尺寸确定旋压尺寸,这样同时可避免成形力对旋压部分形状的影响.



厚壁无缝钢管厂家批发_星腾伟业金属材料(深圳市福永街道分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:任威,开发区汇通物流园B115。