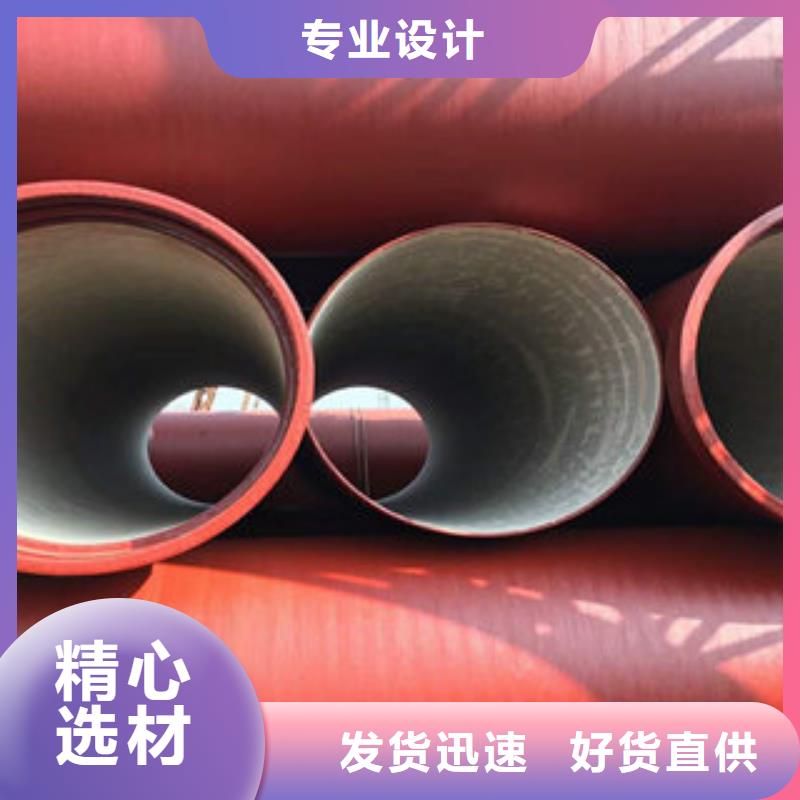
异型管直供
南宁马山福仕达金属材料有限公司主营产品 球墨铸铁管。公司坚持以“为客户提供超值的专业服务”为宗旨,以“创新、拼搏、务实、奉献”的企业精神赢得了广大客户的信赖,公司具有专业的销售队伍和技术队伍,可针对用户的不同要求,提供满意的产品,设计z u i佳的空气处理解决方案。我们坚实的脚步保证您长远的服务需要,我们务实、注重技术研究的经营保证您系统的高可靠性、高可用性及经济性。我们重视每一个电话和每一个客户的合作和服务,专人跟进!我们的每一天进步有赖大家的支持!南宁马山福仕达金属材料有限公司的经营理念:以人为本、技术创新、质量稳定、客户至上!


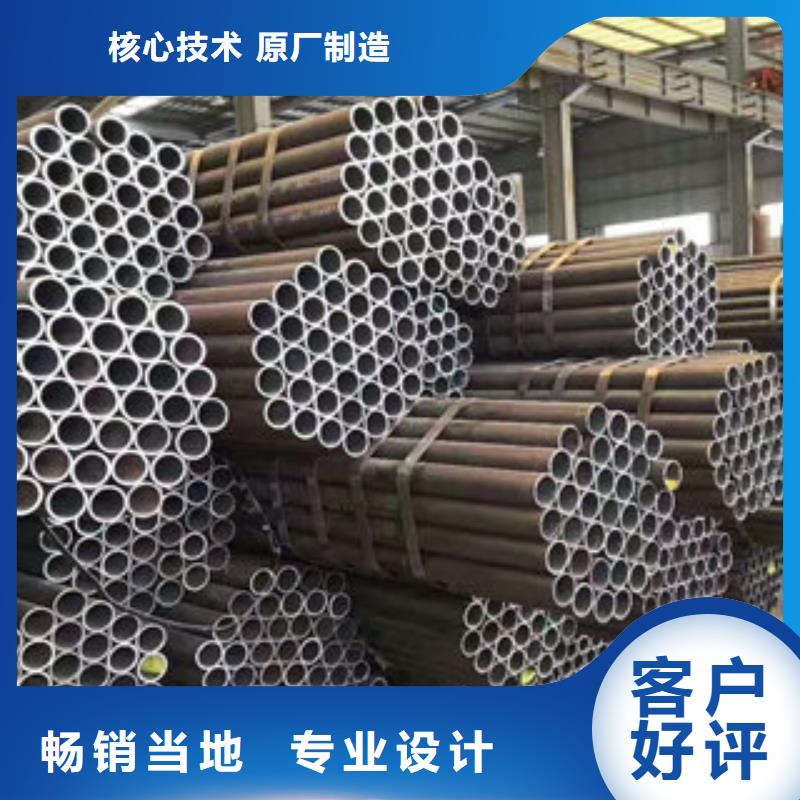
焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。








- 废旧钢筋切断机 2026-05-21
- 伸缩楼梯-制作精良 2026-05-21
- 钢板原厂定做 2026-05-21
- 无缝方管实力工厂 2026-05-21
- 高强板质量好 2026-05-21
- 【图】胡萝卜粉价格 2026-05-21
- 铝合金雨水槽正规生产厂家 2026-05-21
- 质量好的H型钢 2026-05-21
- 绗磨管-来电洽谈 2026-05-21
- 钢管-钢管实体厂家 2026-05-21
- 机场灯光电缆厂家-0元拿样 2026-05-21
- 圆钢销售厂家 2026-05-21
- 附近热浸塑钢管厂家 2026-05-21
- 批发不锈钢复合管护栏的生产厂家 2026-05-21
- 供应批发护栏-价格优惠 2026-05-21
产品



联系方式
