弯供机、弯供机技术参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 弯供机、弯供机技术参数供应范围覆盖山西省、吕梁市、柳林县、离石区、文水县、交城县、兴县、临县、石楼县、岚县、方山县、中阳县、交口县、孝义市、汾阳市等区域。 |

大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。


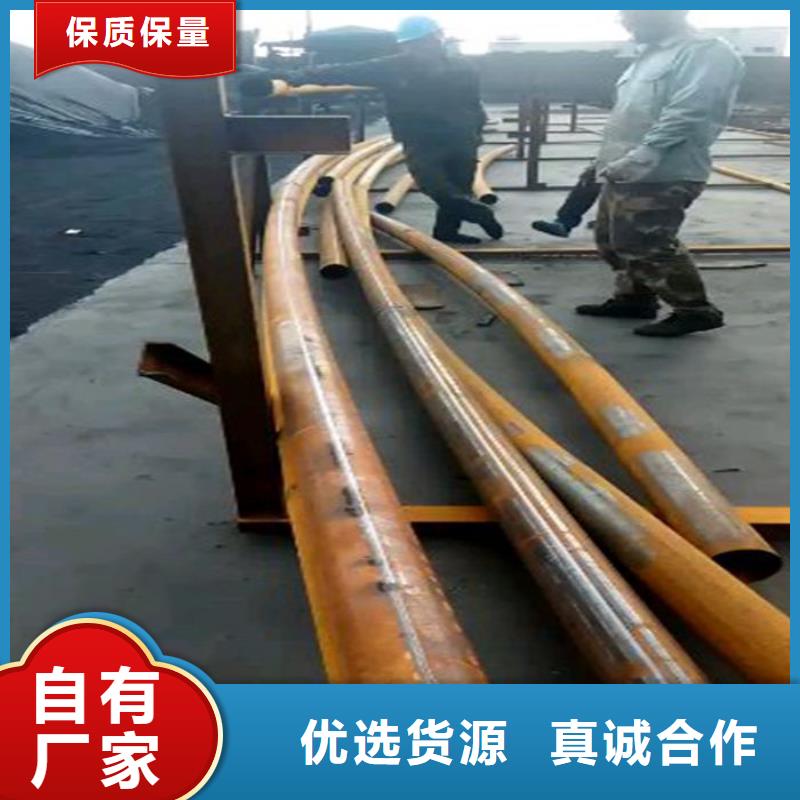
冷弯机:油缸,实心钢材整体掏空成型,液压动力25pma,油缸行程350,小半径任性弯曲;转动滚防滑设计,20cm的台板厚度,整机敦厚牢固,使用不变形,电气阀油封,均**品质,整机重量 2380Kg 。
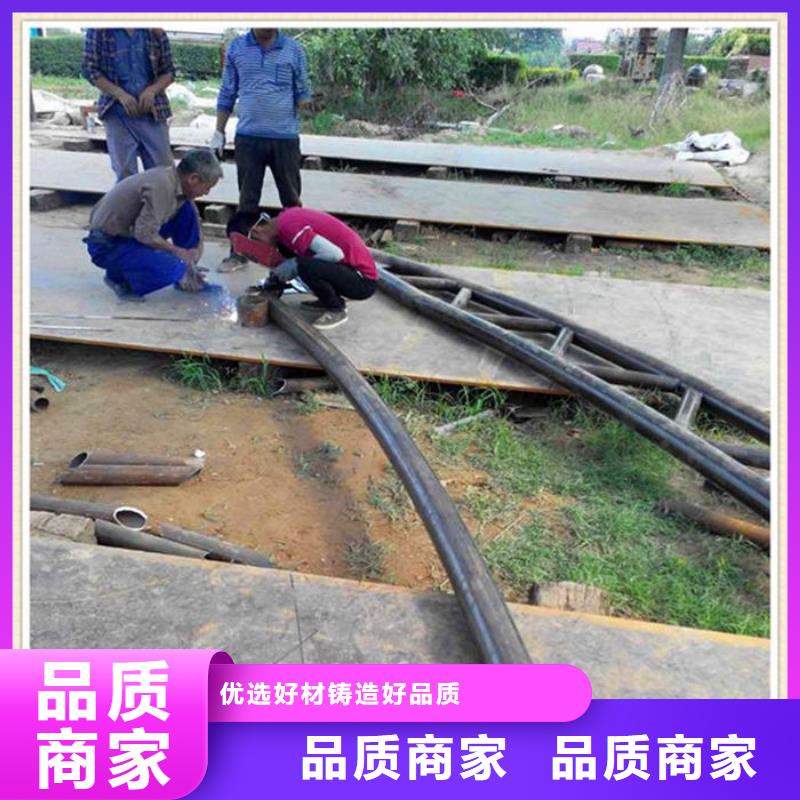
关于圆管冷弯机根据工作类型只要分为:机械手动型(电动)、全液压自动型(选型),此设备除去可以弯曲圆管外,还可适用于矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷 圆、变径、定角弯曲;250圆管冷弯机,除去延续顶滚、滚轮、油缸、液压系统等外,新增了受力模块,使得在工程施工中弯曲圆管的时候设备性能稳定,弯曲得准确度和稳定性,施工效率和施工质量。
250冷弯机是在常温下经过冷弯加工把圆管等其他型材的钢材完成想要的形状;以前我们都是热弯,随着冷弯机的诞生,大家形状基本不热弯的了,基本都是靠冷弯机外力作用进行型材的弯曲;下面我们就来说说冷弯机的一些有缺点吧使用冷弯机进行钢材加工处理成型的在于成型速度快,冷弯机不损伤涂层,冷弯机可以做成多种多样的截面形式,以适应使用条件的需要,冷弯机冷弯可以使钢材产生的塑性变形,从而了钢材的屈服点。



吕梁柳林万泽锦达机械制造有限公司始终坚持“用户至上,质量可信”的宗旨,按用户要求开发、生产吕梁柳林--圆管弯供机产品,确保产品设计、原材料采购、生产制造、检验、包装防护和交付、售后服务等全过程处于受控状态,确保产品技术标准达到同类产品标准,保证按质、按期交货,为顾客提供可靠的吕梁柳林--圆管弯供机和满意服务。企业以高质量求产品创新,以率强化企业管理,以高服务取信用户,奋发图强,勇攀高峰。


- 弯管机现货采购 2026-05-21
- 支持定制的耐磨钢板经销商 2026-05-21
- 无缝钢管实力厂家,让您放心 2026-05-21
- 防腐钢管厂家-可来厂考察 2026-05-21
- 供应批发落水系统-现货供应 2026-05-21
- 中厚板、中厚板厂家-找天鑫达中厚板生产厂家 2026-05-21
- 不锈钢板-我公司资质齐全 2026-05-21
- 扁钢-发货快 2026-05-21
- 不锈钢护栏品质高于同行 2026-05-21
- 优质201不锈钢复合管护栏厂家 2026-05-21
- 菠菜粉-口碑 2026-05-21
- 发货及时的伸缩楼梯公司 2026-05-21
- 不锈钢复合管栏杆、不锈钢复合管栏杆价格 2026-05-21
- 合金12Cr1MovG客户信赖 2026-05-21
- 咨询无缝钢管厂家 2026-05-21