公司新闻
绗磨管专业定制
更新时间: 2026-05-20 16:24:07 ip归属地:澳门 浏览:3次
以下是:澳门绗磨管专业定制的产品参数
| 产品参数 | |
|---|---|
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管专业定制供应范围覆盖澳门等区域。 |
绗磨管专业定制,九冶管业(澳门分公司)为您提供绗磨管专业定制,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 澳门特别行政区 澳门自古以来为中国领土。明嘉靖三十二年(1553年),葡萄牙人通过贿赂广东地方官吏,获准在澳门码头停靠船舶进行贸易;嘉靖三十六年(1557年),葡萄牙人进入并开始聚居澳门;清道光二十年(1840年)战争后,葡萄牙乘清朝政府战败之机,相继侵占了澳门南面的氹仔岛和路环岛。对于澳门这一历史遗留问题,中华人民共和国政府一贯主张在适当时机通过谈判和平解决。在1986年6月到1987年3月期间,中葡两国政府代表团经过四轮会谈达成协议,并于1987年4月13日在北京正式签署了关于澳门问题的联合声明。1999年12月20日,中国对澳门恢复行使主权,澳门特别行政区宣告正式成立。
对于绗磨管专业定制产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:澳门绗磨管专业定制的图文介绍
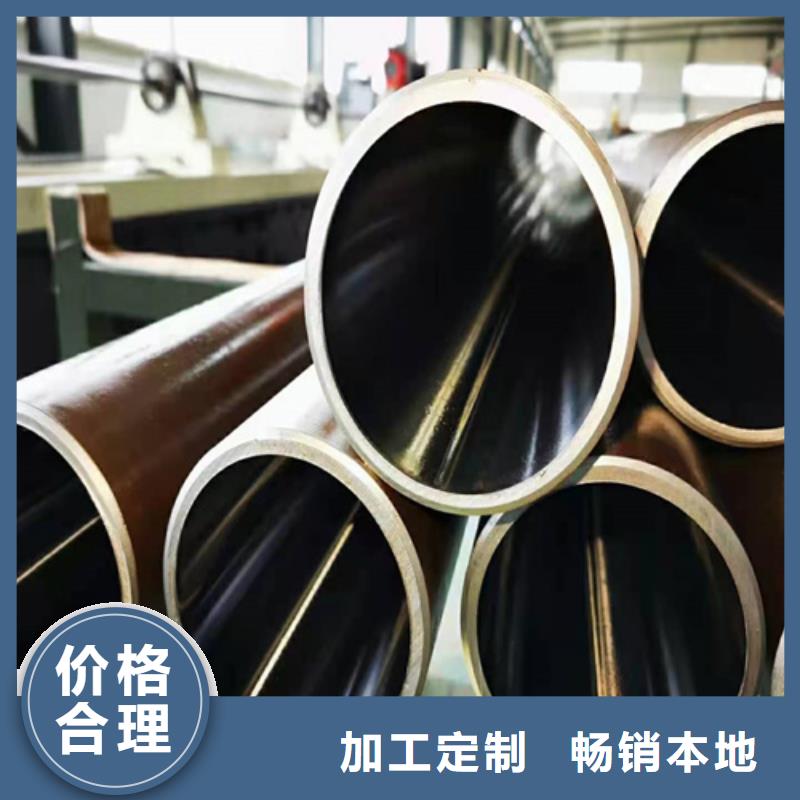
油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



绗磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
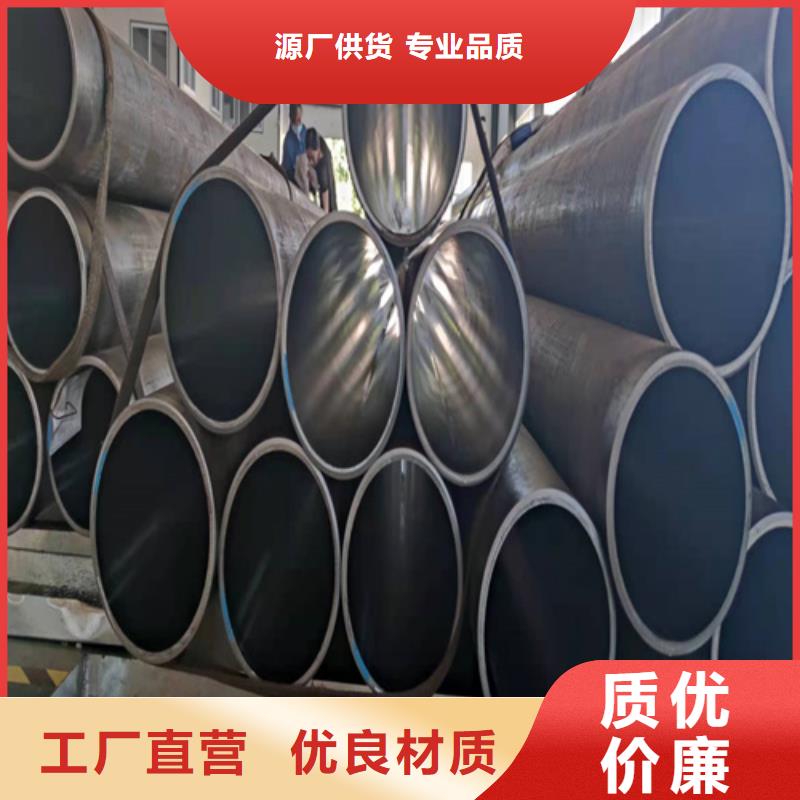
公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管 油缸管)。本公司生产的绗磨管(航模管 油缸管)粗糙度基本能达到Ra≤0.08μm左右,修正圆度,椭圆度可≤0.01mm,提高表面硬度,使受力变形,硬度提高HV≥4°,加工后有残余应力层,提高疲劳强度提高30%,提高配合质量,减少磨损,延长零件使用寿命。
油缸钢管 珩磨管 航模管 油缸管 压,气动缸筒尺寸和精度
公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管 油缸管)。本公司生产的绗磨管(航模管 油缸管)粗糙度基本能达到Ra≤0.08μm左右,修正圆度,椭圆度可≤0.01mm,提高表面硬度,使受力变形,硬度提高HV≥4°,加工后有残余应力层,提高疲劳强度提高30%,提高配合质量,减少磨损,延长零件使用寿命。
油缸钢管 珩磨管 航模管 油缸管 压,气动缸筒尺寸和精度



澳门九冶管业有限公司秉承“质量效益,诚信共赢、创新”的核心价值观,建设物流增值链,做好的服务,本着信誉优先,薄利多销的原则,以优质的服务,灵活的经营模式开拓市场;公司与各 绗磨管厂的长期稳定的合作关系,保证了公司为新老客户提供过硬的 绗磨管产品和优质的服务,努力打造行业中的营销体系。


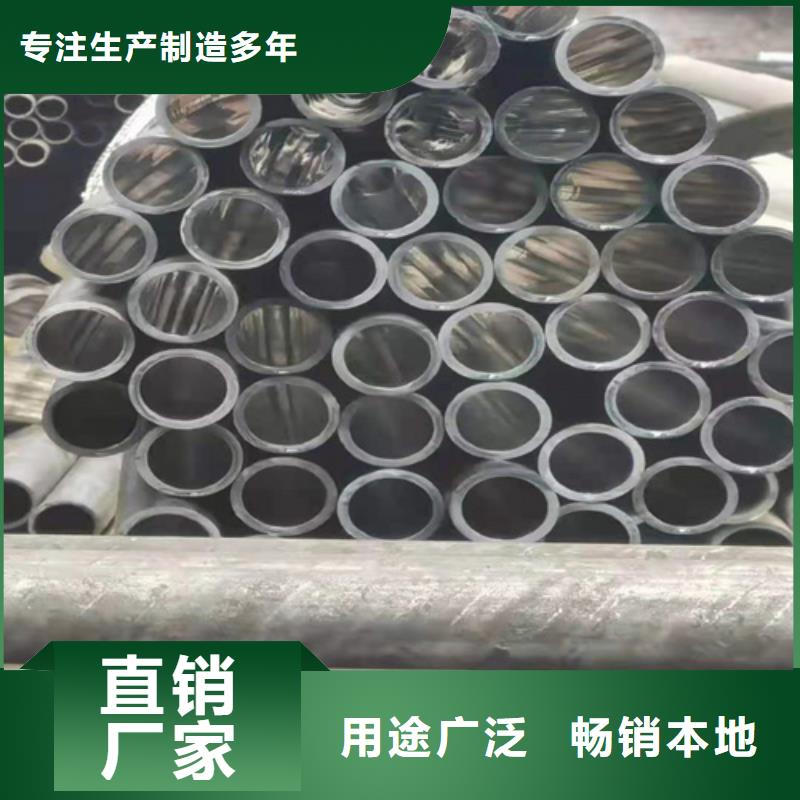
如何给珩磨管设置定压 1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。 2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒尖端切削。因而磨粒尖端负荷大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管 3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
珩磨管 3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。



绗磨管专业定制_九冶管业(澳门分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:李经理,丁块工业园。
产品


其他新闻
- 耐候钢板-耐候钢板服务优 2026-05-20
- 优质注浆钢花管的公司 2026-05-20
- 焊达耐磨板生产厂家、批发商 2026-05-20
- 不锈钢复合管护栏源头工厂 2026-05-20
- 销售声测管的厂家 2026-05-20
- 不锈钢复合管护栏厂家-可来厂考察 2026-05-20
- 通风天窗实体大厂家 2026-05-20
- 买精密钢管必看-售后保障 2026-05-20
- 重信誉镀铜供应厂家 2026-05-20
- 常年供应球墨铸铁管-现货供应 2026-05-20
- 桥梁护栏-踏踏实实做产品 2026-05-20
- 防撞护栏厂家长期有效 2026-05-20
- 值得信赖的不锈钢复合管护栏基地 2026-05-20
- 不锈钢复合管护栏厂家服务完善 2026-05-20
- 候车厅-客户都认可 2026-05-20
联系方式
