买绗磨管必看-规格全
甘南临潭九冶管业有限公司位于丁块工业园,公司主要生产 绗磨管。二十多年来,公司一贯坚持以质量树信誉,以创新求发展,努力为各户提供优质的产品,的服务,客户的需求就是公司发展的直接动力。现在我们将以顾客为关注焦点,坚持“以可持续发展为导向,创新求实;以满足客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。公司坚持“质量至上、信誉至上、用户至上”的经营理念,严格按照质量管理体系标准要求组织生产,质量稳定可靠。


珩磨油缸管有些变化是对外部电源的需要,但也要付出代价。当传统的道路已经行不通了,企业迫切需要寻找新的发展路径,当没有什么比“倒逼机制”更有效得多。“要规模”是在新的常态,倒逼企业经济发展方式,颠覆思维和生产组织的传统模式,不断求新求变,不断追求超越自我的突破,只有这样,才能实现可持续发展。



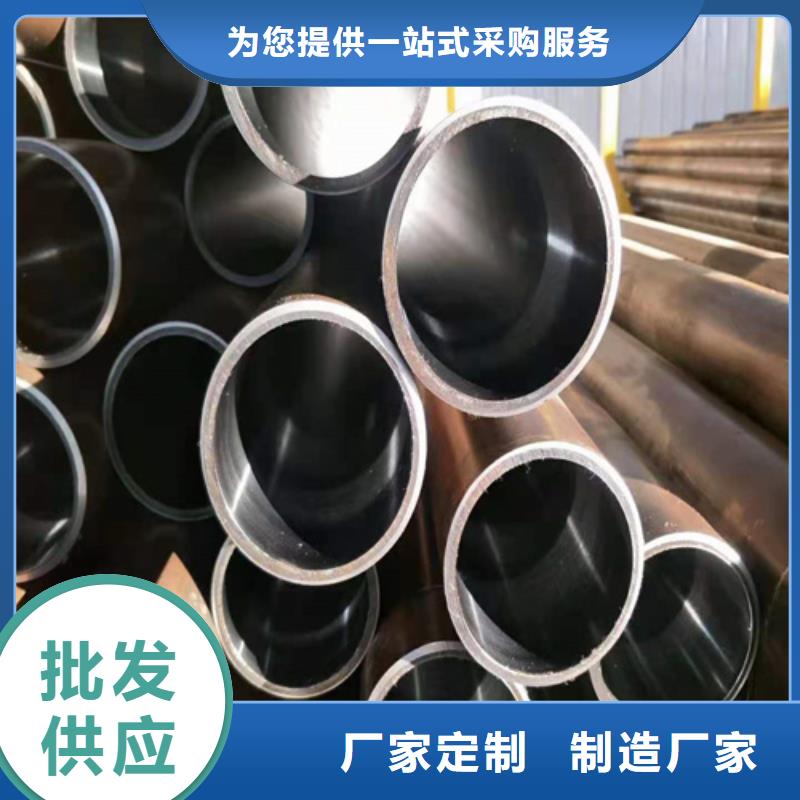
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。



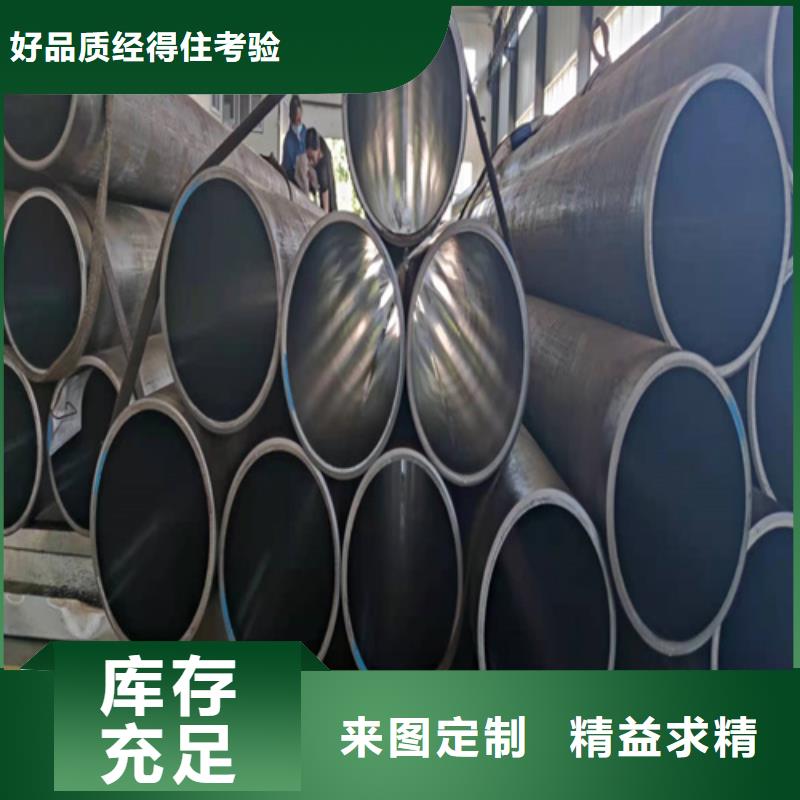
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。



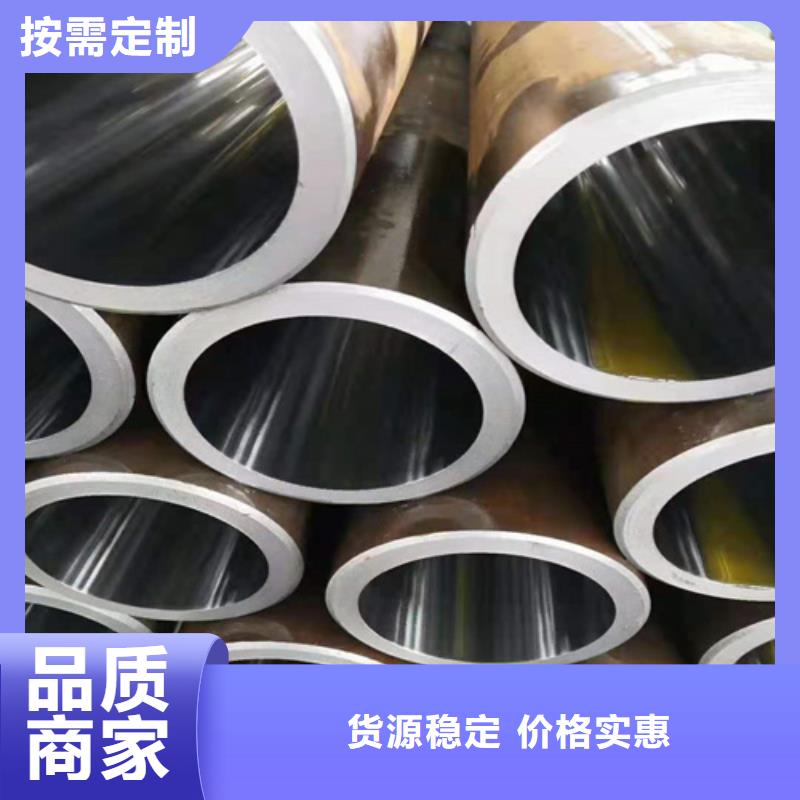
1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。
2、提高工件表面粗糙度,采用滚压加工效果好。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。
产品

- 本地H型钢生产厂家 2026-05-24
- k9球墨铸铁管-可货到付款 2026-05-24
- 劈裂棒厂家-只为制造精品 2026-05-24
- 定做通风天窗的批发商 2026-05-24
- 能做不锈钢护栏的厂家 2026-05-24
- 不锈钢复合管栏杆省心可靠 2026-05-24
- 废旧钢筋切断机交货及时 2026-05-24
- 型钢-来电订购 2026-05-24
- 的贴标机厂家 2026-05-24
- 2026专注品质##伸缩楼梯##质量保证 2026-05-24
- 靠谱的球墨铸铁管基地 2026-05-24
- 不锈钢复合管栏杆厂家-信守承诺 2026-05-24
- 无缝钢管_无缝钢管现货直发 2026-05-24
- 可定制的不锈钢复合管栏杆品牌厂家 2026-05-24
- 免费寄样#H型钢#厂家 2026-05-24
联系方式
