购买自动包装流水线满意后付款


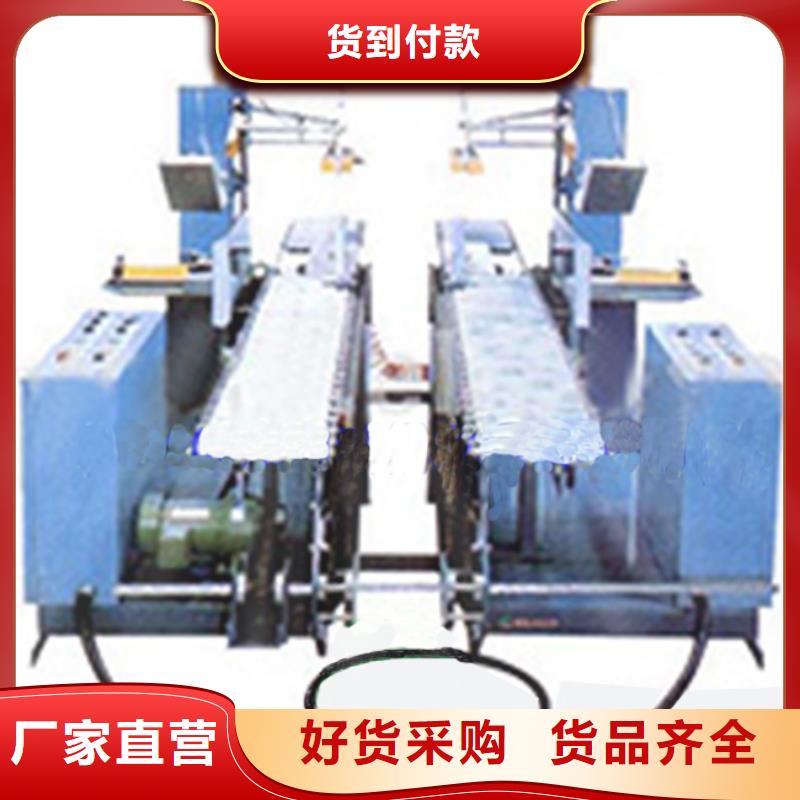
自动包装流水线技术说明:包装生产线分带灯带风扇包装生产线和带灯包装生产线,一般带灯带风扇包装生产线应用广泛些,操作简单.主要用于电子厂、小五金厂、玩具厂等一些包装车间里.两边坐人,中间是一个带输送带的工作台面.提高生产效益,大大减少劳力,工资。
该包装生产线是由罩式吸附式瓦楞机、承纸架、涂胶机、双面机、切纸机,预热辊、双层过桥、制胶机等组成。其特点是自动化程度高,操作维修方便,生产效率高,纸板质量好,结构紧凑,外形美观。
全自动包装生产线当中,设备出现故障的维修方法
大家知道,一条完整的生产线由多个设备以及工序组成,对于生产线发生故障,至好的解决办法是通过逐步排查方式,进行各设备工序的检测,至后作一个整合处理。



嘉兴海盐依利达包装器材有限公司拥有专业的队伍,专业生产 热收缩包装机,企业严把质量关,做到不合格不出厂。本公司始终恪守“诚信di yi、服务di yi”的经营理念,坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。 嘉兴海盐依利达包装器材有限公司始终让用户买得放心,用得称心。 服务于客户—密切联络客户,建立信息反馈网络,满足客户的需求,服务跟进。
购买自动包装流水线满意后付款


全自动封箱打包生产包装流水线解决方案?:全自动封箱打包生产包装流水线主要是为了实现包装箱自动上下封箱,角边封箱,井字打包包装的功能,本套设备主要由以下构成:一字型全自动封箱机(1台)、角边封箱机(直入型)(1台)?顶升移栽机构(一台)、无人化打包机(2台)前后端无动力滚筒线各0.5米,主要操作流程:已装好产品折好上盖的产品箱从左边的滚筒进入此流水线,进入台包装机械:全自动一字型封箱机(进行一字型封箱)—→进入第二台包装机械:全自动打包机(打两道打包带)—→进入第三台包装机械:90°旋转机—→进入第四台包装机械:全自动角边封箱机(进入四角边封箱,形成工字型封箱)—→进入后的第五台包装机械:全自动打包机(打另外两道的打包带,形成井字形打包)—--→工字型封箱+井字型打包完成。这就是工厂常用款的自动包装流水线经典
.自动包装流水线是指按照工艺过程,把一条流水线上的机器联结起来,形成包括上料、下料、装卸和产品加工等全部工序都能自动控制、自动测量和自动连续的自动包装流水线。



克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??

- 绳钜机加工定制 2026-05-24
- 角钢厂家-规格全 2026-05-24
- 经验丰富的不锈钢复合管护栏销售厂家 2026-05-24
- 精密管-欢迎新老客户实地考察 2026-05-24
- 高品质桥梁护栏厂商 2026-05-24
- 候车厅厂家实力雄厚 2026-05-24
- 铸铁型材厂家发货及时 2026-05-24
- 买扁钢必看-高性价比 2026-05-24
- MN13耐磨板销售厂家 2026-05-24
- 供应批发香椿苗-优质 2026-05-24
- 精密钢管价格公道 2026-05-24
- 电缆桥架大企业 2026-05-24
- 定做钢板的当地厂家 2026-05-24
- 红富士苹果-品质保障 2026-05-24
- 不锈钢复合管生产厂家、批发商 2026-05-24