珩磨管-厂家直供


怎样修复珩磨管的表面缺陷
1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理
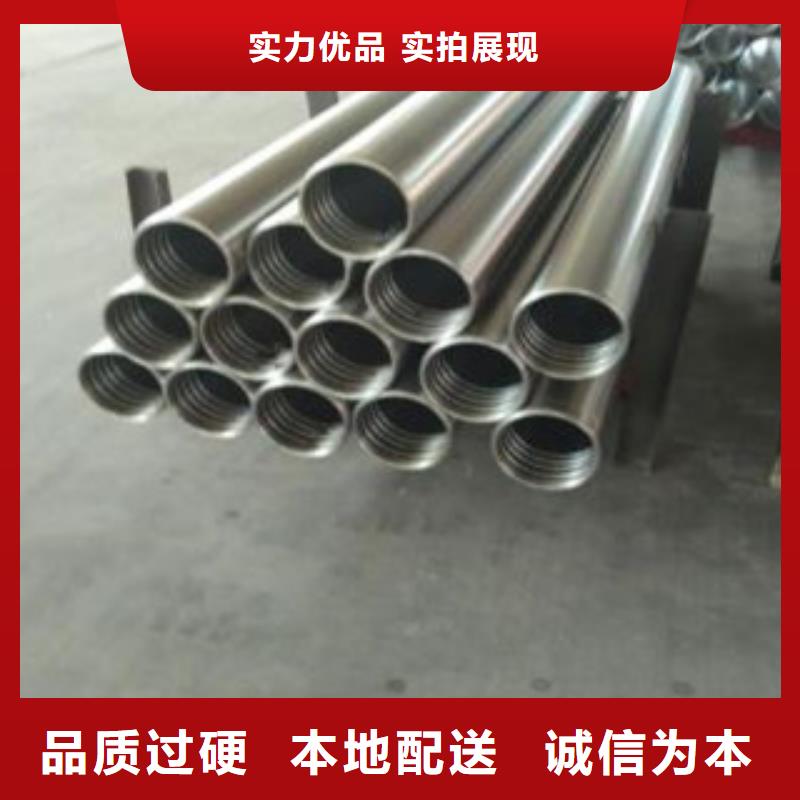
珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。



精诚合作、共振辉煌,为营销理念,用过硬的质量、良好的信誉、优质的服务、合理的价格,不断的拓展 精密管市场。针对客商制定的特殊规格、型号的 精密管产品,无论量大还是量小,雅安汉源九冶管业有限公司都能迅速的组织生产。正是因为有了强大的科研、生产作后盾,以灵活的生产、销售为经营手段,雅安汉源九冶管业有限公司才会创造一个又一个骄人的业绩。 公司竭诚欢迎海内外各界新老朋友来函来电洽谈业务,并随时恭候垂询惠顾。愿与您精诚合作,共创辉煌的明天。


珩磨管中的珩磨工具
在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。
珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:
(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。
(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
珩磨管专业知识问答



不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。
由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。
为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。

产品
- 滚筒筛支持定制 2026-05-21
- 合金27SiMn产品质量优良 2026-05-21
- 现货供应PE管_优质厂家 2026-05-21
- 净水器厂家,净水器批发 2026-05-21
- 球墨铸铁管好货促销 2026-05-21
- 不锈钢复合管护栏供应商价格 2026-05-21
- 不锈钢复合管本地正规大厂 2026-05-21
- 铅门信息、铅门信息厂家直销-库存充足 2026-05-21
- 返空车货源充足 2026-05-21
- 优选:伸缩楼梯供货商 2026-05-21
- 护栏-护栏省钱 2026-05-21
- 化粪池厂家供应商 2026-05-21
- 钢板质量可靠的厂家 2026-05-21
- 圆钢发货及时 2026-05-21
- 价格行情:劈裂棒 2026-05-21
联系方式
