高强板_高强板现货直发
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 高强板_高强板供应范围覆盖吉林省、长春市、吉林市、四平市、辽源市、通化市、延边市、白城市、白山市、松原市 龙潭区、船营区、区、永吉县、蛟河市、桦甸市、舒兰市、磐石市等区域。 |








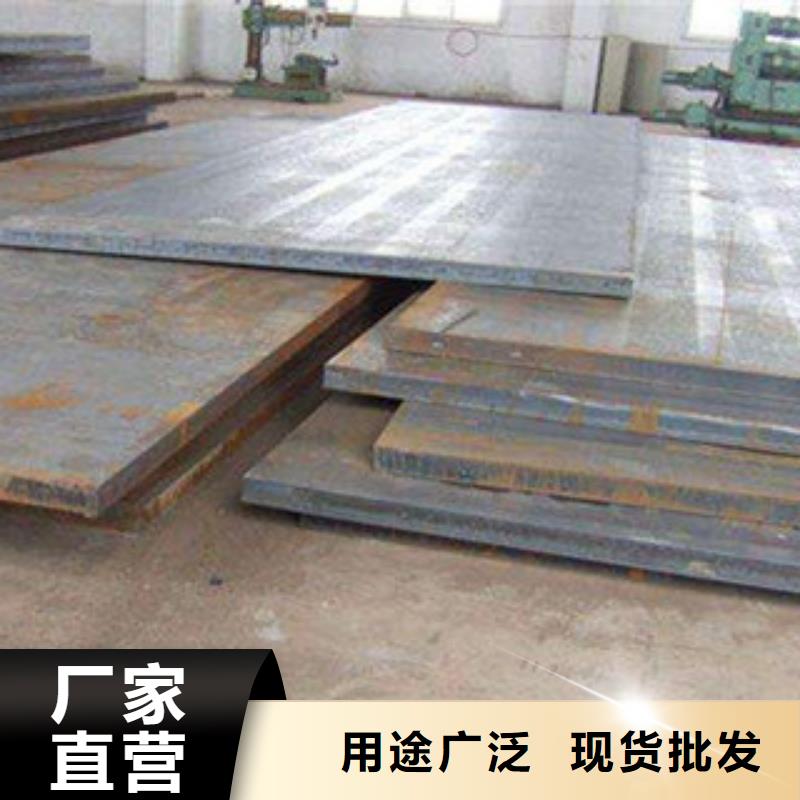
吉林吉林耐磨板的图文介绍
专业可靠物美价优

焊接工艺过程及要求
1、按图纸尺寸定位焊后,铆工负责把各主筋铰接孔端圆弧处空档内,适当加撑焊固。
2、各焊缝尺寸必须符合图纸要求。角焊缝除少数焊角尺寸K=8-10mm以外,一般焊角尺寸K=12-18mm。焊后用样板自检合格,要求焊缝宽度均匀,表面美观。
3、焊缝边缘与母材结合线必须融合良好,光滑过度,不允许出现未熔合、裂纹、咬边等焊接缺陷。
4、焊接时注意防风,每层每道施焊前,要灰尘及氧化渣皮,并清理焊缝表面油污,以减少气孔,边缘熔合不良现象。
5、焊接设备要精细保养,经常检查气路是否有漏气或其他故障,焊丝输送与导电装置及易损件是否完好,从焊接设备上保证少出现气孔及其它焊接缺陷。
6、各焊工严格焊后自检,检查出焊后缺陷,必须立即处理合格。杜绝出现漏焊及不合格焊缝。
7、产品实行打号追溯制Q420C高强板
8、结构件施焊前,应进行预热,温度为150-200°C,加热范围不低于焊道边缘100mm。焊接过程中,层间温度不低于150°,否则,应重新加热。
9、焊工焊前必须熟悉图纸,了解各主筋与各筋板之间的不同焊角尺寸的要求。
10、焊接工艺参数:
焊道类别 焊接电流/A 电弧电压/V 气体流量/L.min 焊接线能量/KJ.cm 焊缝高度 (mm) 焊道温度/℃
打底焊道 260-280A 28-30V 18-22L ≤20 6-8 不低于120℃ 填充焊道 280-300A 29-31V 20~25 ≤24 8-10 不低于120℃ 盖面焊道 300-320A 31-33V 20~25 ≤24 6-8 不低于120℃.



多年经验
买吉林吉林耐磨板直接找源头工厂给您更好的产品

质量把控
严格把控吉林吉林耐磨板生产标准确保品质出厂的都是合格品

支持定制
吉林吉林耐磨板按需定制产能稳定满足多种需求

服务保障
吉林吉林耐磨板成熟技术团队和售后团队交货准时

产品



- 直缝焊管-联系方式 2026-05-19
- 干式变压器畅销全国 2026-05-19
- 铝管甄选厂家 2026-05-19
- 废旧钢筋切断机全国送货 2026-05-19
- 球墨铸铁管工艺先进 2026-05-19
- Q235NH耐候板-您身边的Q235NH耐候板厂家 2026-05-19
- 优惠的镀锌方管实力厂家 2026-05-19
- 热收缩包装机本地正规大厂 2026-05-19
- 护栏-回购率高 2026-05-19
- 方管产品规格介绍 2026-05-19
- 不锈钢管型号款式按需定制 2026-05-19
- 不锈钢复合管厂家-货到付款 2026-05-19
- 不锈钢复合管护栏认准实力工厂 2026-05-19
- 防撞护栏、防撞护栏厂家_规格齐全 2026-05-19
- 无缝钢管_我们是厂家 2026-05-19
联系方式
