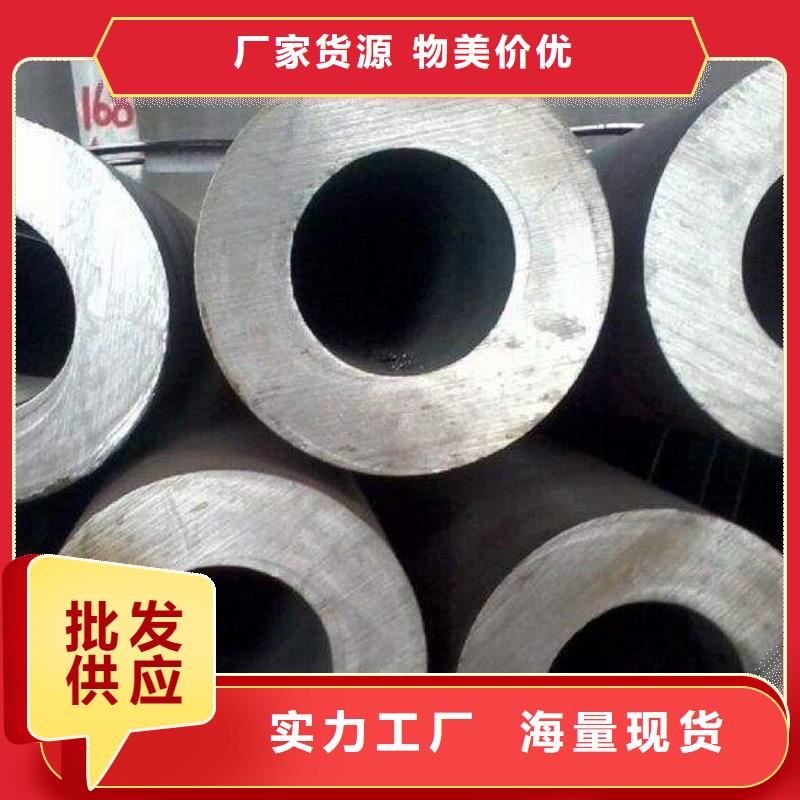
厚壁无缝钢管制造
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 厚壁无缝钢管制造供应范围覆盖陕西省、延安市、黄龙县、宝塔区、延长县、延川县、子长市、安塞区、志丹县、吴起县、甘泉县、富县、洛川县、宜川县、黄陵县等区域。 |
延安黄龙星腾伟业金属材料有限公司业务覆盖全国市场。公司采用现代化经营管理模式运作,经过多年的发展,不断整合资源,逐步成为集贸易、加工、仓储、运输四位一体的公司。公司主要经营【无缝钢管】。公司秉乘“以诚为先,以信待客”的公司宗旨,十多年来,努力奋斗,开拓进取,顺利完成了经营理念、管理体制、产品质量等方面的调整与组合,成功地实现了产品品牌化、经营诚信化、目标国际化,在【无缝钢管】市场诠释了一个属于自己的全新概念。


厚壁钢管英文(Thick wall steel pipe)和薄壁钢管的 区别在于钢管壁的厚度,一般说来,薄壁钢管都是冷拔技术,而厚壁钢管一般使用热轧技术,如果是用度量单位来区分的话,那么,一般认为,壁厚/管径等于0.05是厚壁钢管和薄壁钢管的分水岭,壁厚/管径小于0.05的是薄壁钢管,大于的是厚壁钢管,在用途上来说,薄壁钢管多用于管道上。而厚壁钢管多应用于空心零件的坯料。承压以及重要管道上使用。
厚壁钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
国内常用材质为:10# 20mn 42crmo 36CrMo 40Cr 20Cr 15CrMo 12Cr1Mov Q235A,Q235B、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb、16Mn、20#、45#,Q345、L245、L290、X42、X46、X70、X80。
强度等级
1)以公称压力表示其等级或规定压力一温度额定值的管件,应按标准规定的压力一温度额定值作为其使用基准,如GB/T 17185;
2)标准中仅规定了与其相连直管的公称厚度的管件,按标准规定的基准管子等级确定其适用压力一温度额定值,如GB14383~GB14626。
3)标准中仅规定外形尺寸的管件,如GB12459、GB 13401,应通过验证性试验来确定其承压强度。
4)其他,应按有关规定进行压力设计或解析分析等方法来确定其使用基准。此外,管件强度等级的确定,还应不低于整个管道系统在操作中可能遇到的严酷工况下的压力。



影响成品例管在张力减径过程中产生的内多边形程度的因素较多.们 · 般认为荒管壁厚和张力系数起主要作用。在其他囚水不变的情况下,钢管的变形会随着 It 壁厚的增加逐渐举现不均匀现象.钢管产生内多边形的现象趋十严或;而钢管变形不均匀的现象则会随着张力系效的增大而浮渐档千均匀。图 6 给出了不同壁厚的荒管在张力减径条件下,产生的不同周向壁厚方筹的对比。可以着出.成品钢管的周向壁厚方差随着荒管的峨厚增大早连渐减小的趋势。当荒骨壁厚为 IS . sn . n .和 16mm 时.相应的.其周向壁厚方差分布达到 1 . 04 和: ( ) 5 ,钢竹的内多边形程度较高。
1 壁厚增加到 I6 . smm , Ismm 时.成品钢管的周向壁厚方差比壁厚为 l3 . 5llII : ,和 I6mm 时减小 r 113 ;当荒管壁厚进一步增加到 22 川“.和 24mm 时,其周向璧厚方差在 0 . 14 附近,说明此时钢管壁厚分布 。经本文作者进一步研究发现.当荒管壁厚继续姗加时,成品钢管的壁厚并不继续减小.因此采用张力减径工艺生产该种战号的成品钢管时.荒竹的壁厚控制在 Zomm 心 4n , n ,之间为宜_ 3 结论 《 l )通过对厚壁钢管张力减径过程的效伯分知.分析获得 J -轧棍形状、轧棍不同截而的线速度以及炯管的滋度场是影响钢管壁厚不均的主要因素。 《 2 万皿过对不 l 司璧厚钢锌张力减径过程的有限元模拟,分析获得了荒管壁厚和张力系数时成形后钢管壁厚分布不均的影响规律。结果表明,当荒管壁厚为 22mm 和 24mm 时,成形成品钢竹的周向壁厚方效在 n . 14 左右.说明此时钢管壁厚分布 .成品竹内表面较圆-


某型号产品中的贮油缸筒体,该零件具有以下特点:
①体是由51mm×3mm钢管经旋压封口而成;②在简体壁多处局部由塑性胀形加工而成的向外凸包或扩径段,凸包或扩径段构成缸筒,局部外径尺寸公差为1T10或IT12。因此,该简体的胀形加工属超长径比厚壁钢管的精密胀形。
工艺分析
(1)该零件长度较大,成形部位分布在简体的不同部位,成形部位的位置尺寸又受到旋压封口的影响,如果在封口后胀形,将会造成局部胀形部位位置尺寸不准,而且模具设计困难。
(2)该零件成形部分的形状尺寸差别较大。既有整体成形,又有局部成形,而且,局部成形部分尺寸差别较大,如果一次成形出所有成形部分,必然会造成模具设计的困难和加工的困难,而且成功的把握性很小。
(3)该零件属超长径比厚壁钢管,所需成形力较大。在金属塑性加工中,该零件的成形适合胀形工艺。胀形工艺一般可分为刚性胀形与软凸模胀形刚性胀形适用胀形力较大,但模具结构复杂,且受模具结构与强度设计的限制,一般适用于零件长径比较小及相对料厚较溥的零件成形,而该零件长径比较大,属细长零件,若采用该方法,模具的强度和刚性都难以保证。软凸模胀形适合长径比较大的零件,其模具结枃较简单,但受软凸模材料性能的限制,一般只适用成形力较小的薄壁件的胀形加工。由于该简体材质为钢材,厚度较大,所需胀形力较大,所以采用软凸模胀形也无法达到该零件成形的需要,因此,该零件的成形具有较大的难度。
胀形工艺及模具结构
根据以上分析,要使该零件成形部分的位置准确,且不受封口部分的影响,那么零件的成形工艺应放在旋压封口之前进行,以成形的位置尺寸确定旋压尺寸,这样同时可避免成形力对旋压部分形状的影响.



导致钢管内表面由圆形变为多边形的因索主要有轧辊孔型、张力分布情况、荒管壁厚及轧制沮度等。本文采用革于 MSC . MARC 的有限元分析方法,建立了钢管张力减径过程的有限元热力藕合分析棋型.在其他参数相同的情况下.研究了不同壁厚钢管的张力减径过程.分析了钢管内多边形的形成机理.得到了荒管璧厚和张力系数对钢管内多边形程度的影响规律.可为提高产品的壁厚精度和形状精度提供理论指导。
l 设.主.价数及热力报合有限元板型的盆立
Ll 设备主要参数本文在建立张力减径有限元棋型时.设定的张力减径机组的机架个数为 20 .轧辊的名义直径设定为 345mm ,相邻机架间的距离为 320mm ,荒管的外圆直径为 180 帕 m .成品钢管直径为 79mm 。为了研究荒管璧厚及张力系数对钢管内多边形的影响规伸,在其他参数相同的悄况下.本文选取了 9 种不同壁厚的荒管及对应的张力系数进行有限元模拟.其具体数值如表 l 所示。

产品




- 经验丰富的圆钢供货商 2026-05-19
- 批发不锈钢复合管护栏_精选厂家 2026-05-19
- 防辐射材料制作商 2026-05-19
- 钢结构价格-可按需定做 2026-05-19
- Q235NH耐候板批发零售 2026-05-19
- 批发不锈钢的公司 2026-05-19
- 花纹板_厂家批发_产地货源 2026-05-19
- 支持定制的压花供货商 2026-05-19
- 复合管厂家信誉好 2026-05-19
- 方矩管比同行节省10% 2026-05-19
- 不锈钢复合管生产厂家欢迎咨询订购 2026-05-19
- 候车厅备货充足 2026-05-19
- #不锈钢复合管#-生产厂家 2026-05-19
- #碾米机#供应商 2026-05-19
- 气动隔膜泵常年供货 2026-05-19
联系方式
