公司新闻
直缝焊管-我们只做高品质
更新时间: 2026-05-20 01:33:37 ip归属地:抚顺,天气:多云,温度:13-26 浏览:2次
以下是:抚顺市东洲区直缝焊管-我们只做高品质的产品参数
【恒鑫达】业务覆盖多领域场景,主营新抚方矩管、直缝焊管诚信为本、望花方矩管、直缝焊管产地批发等产品服务。直缝焊管-我们只做高品质,恒鑫达钢管(抚顺市东洲区分公司)为您提供直缝焊管-我们只做高品质,联系人:周金福,电话:【17768165506】、【17768165506】。 辽宁省,抚顺市,东洲区 2020年,东洲区全年地区生产总值完成195亿元。
别再错过任何细节!花费一分钟观看直缝焊管-我们只做高品质产品视频,让您的购买决策更加明智。
以下是:抚顺东洲直缝焊管-我们只做高品质的图文介绍


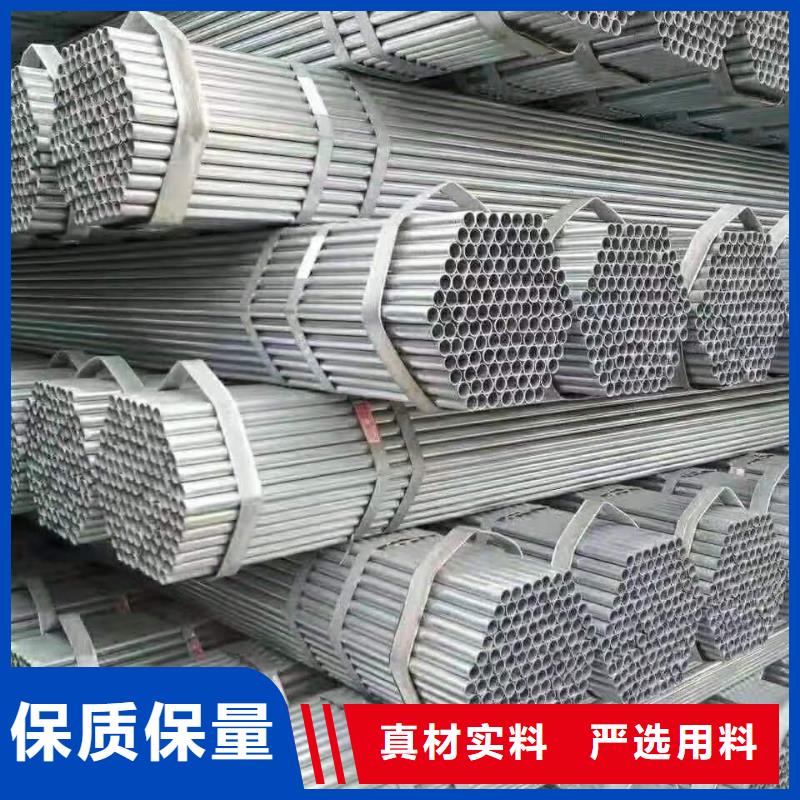
焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
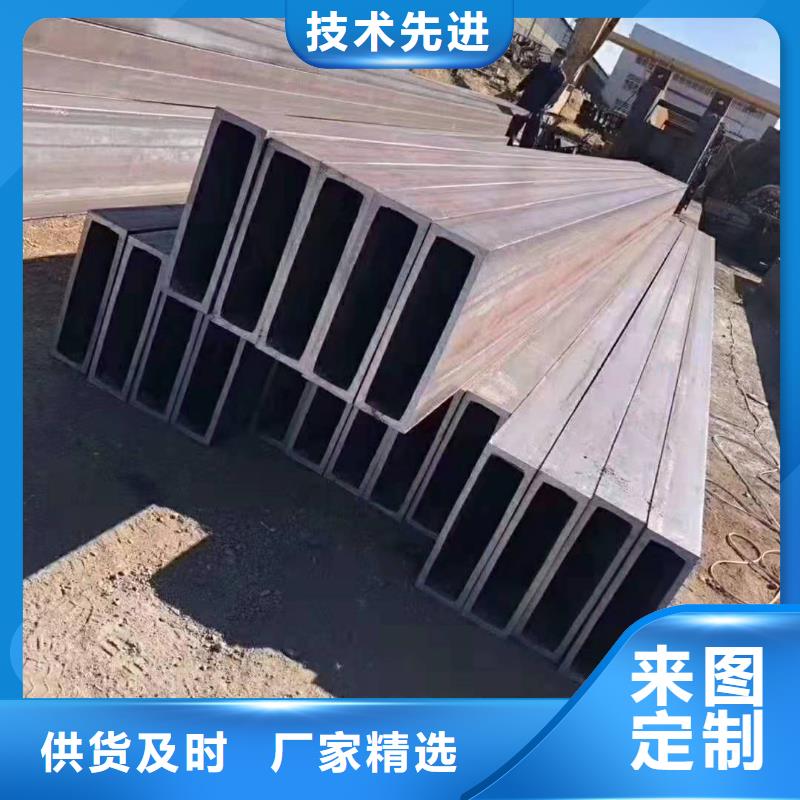
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在焊管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入焊管,才能有效地将烟尘吸进除尘器。在焊管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入焊管内部,在焊管内部空间形成一个负压腔,使烟尘不至于冒出,关键是挡烟尘的设施要设计制作得可靠,不影响正常生产且方便使用。
为了提高高频焊管的使用寿命,国外已在大力发展焊管内外表面的金属镀层和非金属涂层技术。钢管表面覆层的经济效果是显而易见的。高级焊管的质量在很大程度上依赖于无损探伤技术的发展而得到保证。采用无损探伤,一方面可以检查出管子的缺陷,保证焊管使用的可靠性;另一方面还可以通过检测结果的信息反馈系统,对焊管生产过程进行质量控制。因此,发展无损探伤是提高焊管质量 和生产水平的重要技术措施。
通过对焊管废品因果分析资料中了解到,其中轧辊调节工艺在整个生产过程中起到了非常重要的作用。也就是说,在生产过程中,如果轧辊损坏或磨损严重时,那么就需要及时在机组上需要更换部分轧辊,或某一类型焊管连续生产了足够的数量,需要更换整套的轧辊。在更换的过程中,同时还需要对轧辊进行相应的调节,才能够获得良好的焊管质量。反之,如果轧辊调节得不好,那么很可能会导致焊管管缝出现扭转、搭焊、边缘波浪、鼓包及管体表面有压痕或划伤,甚至是椭圆度大等缺陷。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在焊管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入焊管,才能有效地将烟尘吸进除尘器。在焊管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入焊管内部,在焊管内部空间形成一个负压腔,使烟尘不至于冒出,关键是挡烟尘的设施要设计制作得可靠,不影响正常生产且方便使用。
为了提高高频焊管的使用寿命,国外已在大力发展焊管内外表面的金属镀层和非金属涂层技术。钢管表面覆层的经济效果是显而易见的。高级焊管的质量在很大程度上依赖于无损探伤技术的发展而得到保证。采用无损探伤,一方面可以检查出管子的缺陷,保证焊管使用的可靠性;另一方面还可以通过检测结果的信息反馈系统,对焊管生产过程进行质量控制。因此,发展无损探伤是提高焊管质量 和生产水平的重要技术措施。
通过对焊管废品因果分析资料中了解到,其中轧辊调节工艺在整个生产过程中起到了非常重要的作用。也就是说,在生产过程中,如果轧辊损坏或磨损严重时,那么就需要及时在机组上需要更换部分轧辊,或某一类型焊管连续生产了足够的数量,需要更换整套的轧辊。在更换的过程中,同时还需要对轧辊进行相应的调节,才能够获得良好的焊管质量。反之,如果轧辊调节得不好,那么很可能会导致焊管管缝出现扭转、搭焊、边缘波浪、鼓包及管体表面有压痕或划伤,甚至是椭圆度大等缺陷。



抚顺东洲恒鑫达钢管有限公司宗旨以质量求生存,以信誉求发展,多年来凭借过硬的 方矩管,直缝焊管质量、良好的信誉服务、合理的价格不断拓展市场。目前生产经营多种规格型号的 方矩管,直缝焊管产品,不仅畅销全国30多个省市、自治区,还远销多个地区。我们拥有先进的管理经验、生产流程和质量控制手段,保证了为客户提供高质量的 方矩管,直缝焊管产品。在我们强调 方矩管,直缝焊管产品质量的同时还积j i与客户进行沟通,了解客户的需求,认识到我们的不足,并为客户提供专业和及时的售后服务。我们愿用我们的真诚带给您z u i大的满意,我们包含一颗热心欢迎您的光临.


热轧工艺是螺旋钢管的主要制造方法,占无缝管产量的80%热连轧管机组生产的品种和质量水平除轧机本身的技术水平外,在很大程度上受冶炼和连铸的制约,因此先进的工艺流程应该是指冶炼至管加工的完整流程。热轧螺旋钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
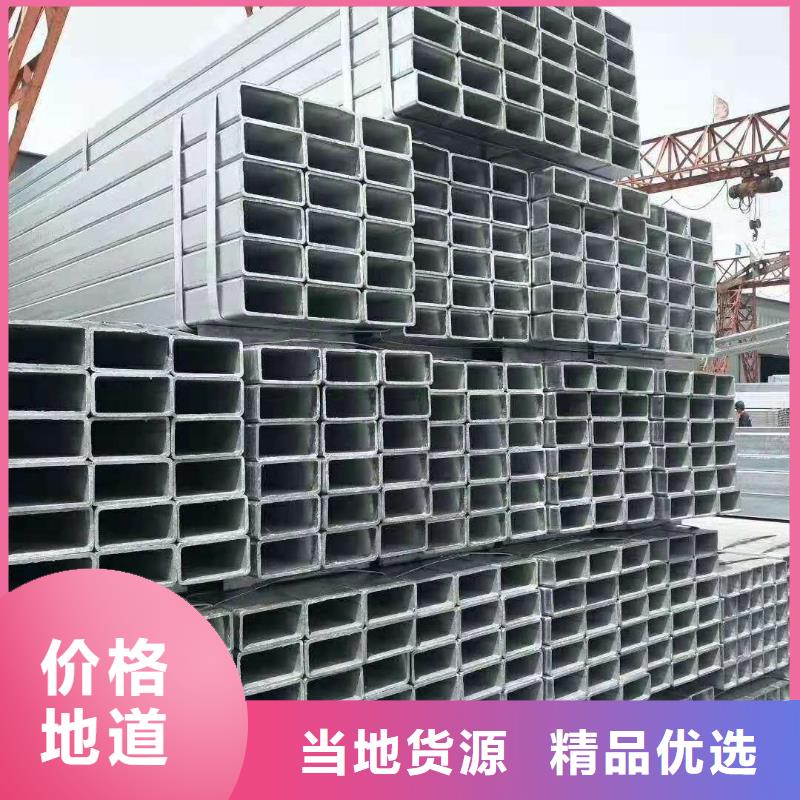
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢中常用焊接钢管按焊缝种类又可分为高频焊管、直缝埋弧焊管、螺旋埋弧焊管等3种。高频焊管管形好,壁厚均匀,焊接产生的内外毛刺通过相应刀具刮平,在线通过无损检测严格控制焊缝质量,自动化程度很高,生产成本低廉。但壁厚相对较薄,管径相对较小,壁厚一般不超过12mm,管径一般不超过610mm,钢结构中特别适合制作管衍架结构。直缝埋弧焊管采用双面埋弧焊焊接工艺,在静态条件下焊接,焊缝质量高,焊缝短,产生缺陷的几率很小。钢管通过全长扩径,管形好,尺寸,钢管壁厚范围和管径范围宽,管径范围可达406-1829mm,壁厚范围可达6.0-60mm,自动化程度较高,与无缝钢管相比,生产成本较低,适合建筑、桥梁、堤坝、海洋平台等钢结构承载用立柱、超大跨度建筑结构以及要求抗风抗震的电杆塔桅结构。螺旋埋弧焊管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢中常用焊接钢管按焊缝种类又可分为高频焊管、直缝埋弧焊管、螺旋埋弧焊管等3种。高频焊管管形好,壁厚均匀,焊接产生的内外毛刺通过相应刀具刮平,在线通过无损检测严格控制焊缝质量,自动化程度很高,生产成本低廉。但壁厚相对较薄,管径相对较小,壁厚一般不超过12mm,管径一般不超过610mm,钢结构中特别适合制作管衍架结构。直缝埋弧焊管采用双面埋弧焊焊接工艺,在静态条件下焊接,焊缝质量高,焊缝短,产生缺陷的几率很小。钢管通过全长扩径,管形好,尺寸,钢管壁厚范围和管径范围宽,管径范围可达406-1829mm,壁厚范围可达6.0-60mm,自动化程度较高,与无缝钢管相比,生产成本较低,适合建筑、桥梁、堤坝、海洋平台等钢结构承载用立柱、超大跨度建筑结构以及要求抗风抗震的电杆塔桅结构。螺旋埋弧焊管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。



钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管制造生产过程进行质量监控,那么在组装时,如何保证钢管的平整度及整体偏差呢?下面为您分析一下。弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。改进焊接工艺:采取小范围焊接,特别是 层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管外形尺寸的偏差。直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。

在抚顺市东洲区本地采买直缝焊管-我们只做高品质到恒鑫达钢管(抚顺市东洲区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:周金福-【17768165506】。
其他新闻
- 槽钢企业-实力大厂 2026-05-20
- 阻燃同轴电缆ZRSYV-客户一致好评 2026-05-20
- 不锈钢复合管护栏、不锈钢复合管护栏厂家-欢迎新老客户来电咨询 2026-05-20
- 法桐基本介绍 2026-05-20
- 愚公斧-好品质、放心买 2026-05-20
- 防撞护栏本市配送 2026-05-20
- #吸粪车#量大从优 2026-05-20
- 管线管多规格可选择 2026-05-20
- 方矩管欢迎来厂考察 2026-05-20
- 泵管免费询价 2026-05-20
- 无缝钢管就是好 2026-05-20
- 复合管桥梁护栏让利促销 2026-05-20
- 批发42CrMo无缝管的生产厂家 2026-05-20
- 无缝钢管生产厂商 2026-05-20
- 镀锌花纹板、镀锌花纹板厂家直销-型号齐全 2026-05-20
产品

联系方式
