公司新闻
无缝钢管货源直供
更新时间: 2026-05-20 16:39:24 ip归属地:林芝,天气:多云,温度:8-24 浏览:1次
以下是:林芝市朗县无缝钢管货源直供的产品参数
【星腾伟业】以匠心打造多元场景产品,涵盖波密无缝钢管一手价格、米林无缝钢管经销商、墨脱无缝钢管主推产品等。您是想要在林芝市朗县采购高质量的无缝钢管货源直供产品吗?星腾伟业金属材料(林芝市朗县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的无缝钢管货源直供产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:任威-【0527-88266222】,地址:《开发区汇通物流园B115》。 西藏自治区,林芝地区,朗县 2018年,朗县实现生产总值7.41亿元,同比增长14%。
我们精心制作的无缝钢管货源直供产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:林芝朗县无缝钢管货源直供的图文介绍

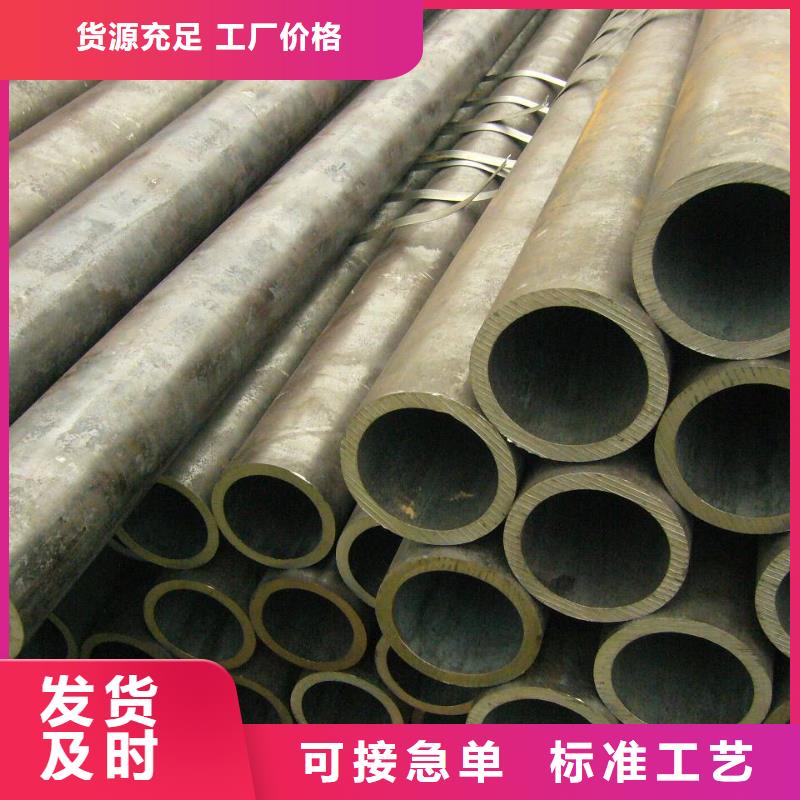
精密光亮管是一种普通无缝钢管(或去径焊接钢管)通过精拔或冷轧加工后的一种高精密度的钢管材料。由于精密光亮管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密光亮管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。优质碳钢、精轧、无氧化光亮热处理(NBK状态)、无损检测、钢管内壁以专用设备刷洗并经过高压冲洗、钢管上防锈油作防锈处理、两端封盖作防尘处理。钢管内外壁高精度、高光洁度,热处理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口、压扁无裂缝,天津世纪中联提供的精密钢管能作各种复杂变形及机械加工处理。钢管颜色:白中带亮,具有较高金属光泽。山东无缝钢管 主要用途: 汽车、机械配件等对钢管的精度、光洁度有很高要求的机械。精密钢管用户不仅仅是对精度、光洁度要求比较高的用户了,因精密光亮管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节省工、料、时的损耗,将无缝钢管或者圆钢正慢慢的转变为精密光亮管。 精密光亮管中元素对高温回火脆性[1] 的作用分成:(1)引发精密光亮管的高温回火脆性的杂质元素如磷、锡、锑等。(2)以不同形式、不同程度促进或减缓高温回火脆性的合金元素。有铬、锰、镍、硅等起促进作用,而钼、钨、钛等起延缓作用。碳也起着促进作用。一般碳素精密光亮管对高温回火脆性不。敏感,含有铬、锰、镍、硅的二元或多元合金钢则很敏感,其敏感程度依合金元素种类和含量而不同。回火精密光亮管的原始组织对钢的高温回火脆性的敏感程度有显著差别。马氏体高温回火组织对高温回火脆性敏感程度 ,贝氏体高温回火组织次之,珠光体组织小。精密光亮管的高温回火脆性的本质,普遍认为是磷、锡、锑、砷等杂质元素在原奥氏体晶界偏聚,导致晶界脆化的结果。而锰、镍、铬等合金元素与上述杂质元素在晶界发生共偏聚,促进杂质元素的富集而加剧脆化。而钼则相反,与磷等杂质元素有强的相互作用,可使在晶内产生沉淀相并阻碍磷的晶界偏聚,可减轻高温回火脆性稀土元素也有与钼类似的作用。钛更有效地促进磷等杂质元素在晶内沉淀,从而减弱杂质元素的晶界偏聚减缓了高温回火脆性。降低精密光亮管高温回火脆性的措施有:(1)在高温回火后用油冷或水快速冷却以抑制杂质元素在晶界偏聚;(2)采用含钼精密光亮管种,当钢中钼含量增加到0.7%时,则高温回火脆化倾向大大降低,超过此限20#精密钢管中形成富钼的特殊碳化物,基体中钼含量降低,精密光亮管的脆化倾向反而增加;(3)降低20#精密钢管中杂质元素的含量;(4)长期在高温回火脆化区工作的部件,单加钼也难以防止脆化,只有降低20#精密钢管中杂质元素含量,提高精密光亮管的纯净度,并辅之以铝和稀土元素的复合合金化,才能有效地防止高温回火脆性。


林芝朗县星腾伟业金属材料有限公司是一家专业致力于 无缝钢管生产销售的大型企业。公司有大量 无缝钢管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。 公司自创办以来,靠诚信打造品牌,严格企业管理,强化产品质量,的设备为客户生产的产品,一的独特优势。为更好的服务客户扩大经营范围,我公司特开办了上门送货服务,并有专车专人接送洽谈人员前来订购业务。



众所周知,试样的几何因素是个重要因素。但各企业对拉伸试验的几何尺寸,形状等的规定却存在差别,因此有必要对此进行探讨,便于各生产单位和使用单位之间的相互了解。本文对试样的形状变化、宽度变化、不同平行长度对拉伸试验性能的影响进行了讨论;同时用光弹方法研究了板状样过渡圆弧半径及试样夹持部位等因素对拉伸试验结果的影响。
一、试验材料及实验条件
试验材料分别为薄板08Al、08F;中厚板X60、A3钢。均经化学成分检验,符合标准要求,加工试样精度符合GB 6397-86 金属拉伸试验试样标准, 要求拉伸试验在 材料试验机上进行。十字头速度恒定为10mm/min;引伸计符合ASTM E83C级要求;标距划线机线间长度误差小于0.1mm;光弹试验在光弹议上进行。
二、试验结果和讨论
1.试样对拉伸性能的影响
按照GB/T228-2010 金属拉伸试验标准要求,中厚板既可取保留原表面的板状试样,也可制成棒状试样测试拉伸性能。为表明二者是否存在差异,我们将X60(8mm厚)和A3(10mm厚)钢板分别制成带头板状样和直径为5mm的棒状试样进行实验。采用短比例试样。
结果表明:两种形状的试验结果是有差异的。棒状试样的应力σ5较板状试样高得多。我们认为原因在于;棒状试样经加工,表面光滑,缺陷少;而板状试样两表面均为直接轧制面,表面缺陷相对多一些。另外,两种试样在拉伸时的应力和应变状态也有差异。棒状试样的派生应力σ2=σ3,ε2=ε3,四周缩变均匀,而板状试样σ2≠σ3,ε2≠ε3,也造成的试验的结果不同。
2.试样宽度对拉伸结果的影响
板状拉伸试样的宽度,在其他因素相同的情况下,宽度保准也大不相同。为明确试样宽度对拉伸机械性能的影响。我们分别取08Al冷轧板和08F热轧板进行比较研究。
试样基本尺寸符合标准要求,固定其他尺寸,变化试样宽度。
结果表明:在固定标距的情况下,随试样宽度增加,σ0.2或(σs)和σb有下降趋势。我们认为:其原因在于随着试样宽度的增加,派生应力σ2增加,试样由单向拉伸逐渐转向平面应力状态,从而使参加流变的材料逐渐增多之故。
3.平行长度对板状试样拉伸性能的影响
一般都认为:平行试样长度越长,材料变形越均匀,伸长率就越大。但在实际工作中得出的结论却并非完全如此。同时平行长度的增大引起试样重量的增加,对材料也是一种浪费,因而需要明确一个范围,在不同 的标准中,我们同样发现平行长度有差异,如有l0+b/2, l0+b, l0+2b, (b为试样的宽度)。为进一步明确平行长度对拉伸试样机械性能的影响,我们用08Al冷轧板研究了这一问题。
试样尺寸符合标准要求,固定其他尺寸,变化试样平行长度。
一、试验材料及实验条件
试验材料分别为薄板08Al、08F;中厚板X60、A3钢。均经化学成分检验,符合标准要求,加工试样精度符合GB 6397-86 金属拉伸试验试样标准, 要求拉伸试验在 材料试验机上进行。十字头速度恒定为10mm/min;引伸计符合ASTM E83C级要求;标距划线机线间长度误差小于0.1mm;光弹试验在光弹议上进行。
二、试验结果和讨论
1.试样对拉伸性能的影响
按照GB/T228-2010 金属拉伸试验标准要求,中厚板既可取保留原表面的板状试样,也可制成棒状试样测试拉伸性能。为表明二者是否存在差异,我们将X60(8mm厚)和A3(10mm厚)钢板分别制成带头板状样和直径为5mm的棒状试样进行实验。采用短比例试样。
结果表明:两种形状的试验结果是有差异的。棒状试样的应力σ5较板状试样高得多。我们认为原因在于;棒状试样经加工,表面光滑,缺陷少;而板状试样两表面均为直接轧制面,表面缺陷相对多一些。另外,两种试样在拉伸时的应力和应变状态也有差异。棒状试样的派生应力σ2=σ3,ε2=ε3,四周缩变均匀,而板状试样σ2≠σ3,ε2≠ε3,也造成的试验的结果不同。
2.试样宽度对拉伸结果的影响
板状拉伸试样的宽度,在其他因素相同的情况下,宽度保准也大不相同。为明确试样宽度对拉伸机械性能的影响。我们分别取08Al冷轧板和08F热轧板进行比较研究。
试样基本尺寸符合标准要求,固定其他尺寸,变化试样宽度。
结果表明:在固定标距的情况下,随试样宽度增加,σ0.2或(σs)和σb有下降趋势。我们认为:其原因在于随着试样宽度的增加,派生应力σ2增加,试样由单向拉伸逐渐转向平面应力状态,从而使参加流变的材料逐渐增多之故。
3.平行长度对板状试样拉伸性能的影响
一般都认为:平行试样长度越长,材料变形越均匀,伸长率就越大。但在实际工作中得出的结论却并非完全如此。同时平行长度的增大引起试样重量的增加,对材料也是一种浪费,因而需要明确一个范围,在不同 的标准中,我们同样发现平行长度有差异,如有l0+b/2, l0+b, l0+2b, (b为试样的宽度)。为进一步明确平行长度对拉伸试样机械性能的影响,我们用08Al冷轧板研究了这一问题。
试样尺寸符合标准要求,固定其他尺寸,变化试样平行长度。


制定管材冷轧冷拔生产的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。山东无缝钢管 冷加工方式的配置 按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。 (1)单一冷轧方案。和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。 (2)冷轧冷拔结合的方案。是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。 (3)单一冷拔方案。由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金钢管和一般有色金属管在实际生产中有广泛的应用。管料尺寸的选择 在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。



今年在林芝市朗县本地购买无缝钢管货源直供有了新选择,星腾伟业金属材料(林芝市朗县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的无缝钢管货源直供产品。如需购买或咨询,请随时联系我们,联系人:任威-【0527-88266222】,地址:开发区汇通物流园B115。
其他新闻
- 不锈钢桥梁护栏批发优惠多 2026-05-20
- 灵芝菌种-为您服务 2026-05-20
- 采购不锈钢复合管护栏必看-售后保障 2026-05-20
- #不锈钢带#可定制 2026-05-20
- 护栏经久好用 2026-05-20
- 用户喜爱的电缆桥架生产厂家 2026-05-20
- 无缝钢管、无缝钢管生产厂家-诚信经营 2026-05-20
- 复合管防撞护栏-复合管防撞护栏性价比高 2026-05-20
- 球墨铸铁管厂家-值得信赖 2026-05-20
- H型钢公司-价格 2026-05-20
- 不锈钢复合管售后完善 2026-05-20
- 经验丰富的不锈钢复合管栏杆供货商 2026-05-20
- 2026厂家直销##中厚板##价格合理 2026-05-20
- 工期快的马鞭草厂家 2026-05-20
- 工字钢优质源头厂家 2026-05-20
产品



联系方式
