珩磨管加工效果好


绗磨管加工工艺原理
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。
所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。



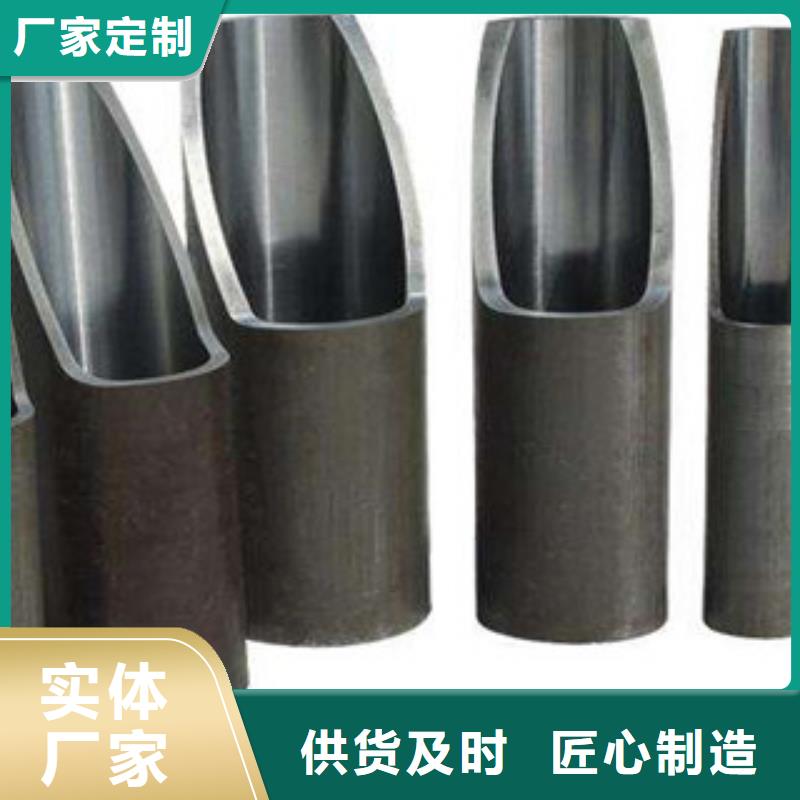
珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。
珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。
珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。


长春二道九冶管业有限公司坐落于有“ 精密管之乡”的美称—长春二道,系贸易、自主生产、销售于一体的大型企业。
公司对客户的承诺是:客户的任何 精密管需求24小时给予反馈答复! 近年来,我们以先进的管理理念、科学系统的管理方法、灵活的经营机制,持续不断的技术创新,努力发挥 精密管行业优势,与社会各界同仁一起携手合作




珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。


产品
- 角钢1厂家实地货源 2026-05-20
- 伸缩楼梯2026-超低价格 2026-05-20
- 工地洗车台供应厂家 2026-05-20
- 不锈钢复合管栏杆随时报价 2026-05-20
- 定做蓝莓苗的当地厂家 2026-05-20
- H型钢2-可货到付款 2026-05-20
- 防伪纸品牌厂家价格优惠 2026-05-20
- 硅酸铝、硅酸铝生产厂家-本地商家 2026-05-20
- 5.17彩色路面|5.17彩色路面厂家现货 2026-05-20
- 防磨瓦优质厂家 2026-05-20
- 工角槽大品牌放心购 2026-05-20
- 净水器现货销售 2026-05-20
- 不锈钢板远销海外 2026-05-20
- 新闻:球墨铸铁管生产厂家 2026-05-20
- 不锈钢复合管提供定制 2026-05-20
联系方式
