您当前的位置:商助贸易宝 » 和政商助贸易宝 »和政产品 » 厚壁无缝钢管大型生产厂家
厚壁无缝钢管大型生产厂家
更新时间:2026-05-21 13:54:13 ip归属地:临夏,天气:小雨转多云,温度:8-21 浏览:1次


- 发布企业
- 星腾伟业金属材料(临夏市和政县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝钢管
- 所在地
- 开发区汇通物流园B115
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 任威 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:临夏市和政县厚壁无缝钢管大型生产厂家的产品参数
【星腾伟业】持续拓展产品矩阵,现有康乐无缝钢管严格把关质量放心、广河无缝钢管市场行情、永靖无缝钢管市场报价等,满足不同场景需求。厚壁无缝钢管大型生产厂家,星腾伟业金属材料(临夏市和政县分公司)为您提供厚壁无缝钢管大型生产厂家,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 甘肃省,临夏回族自治州,和政县 和政县东向翻山过河达广河、康乐境;南向越岭透峡接卓尼、合作地;西向跨境内康临高速公路贯通东西,和合公路、临康和二级公路贯穿南北;境内有4A级风景名胜区松鸣岩、省级风景名胜区太子山、省级森林公园南阳山等风景区;松鸣岩花儿会入选联合国教科文组织“人类非物质文化遗产代表作名录”。2018年12月29日,被民委命名第六批全国民族团结进步创建示范区(单位)。2019年1月9日,凭借花儿会入选2018—2020年度“中国民间文化艺术之乡”名单。
厚壁无缝钢管大型生产厂家的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
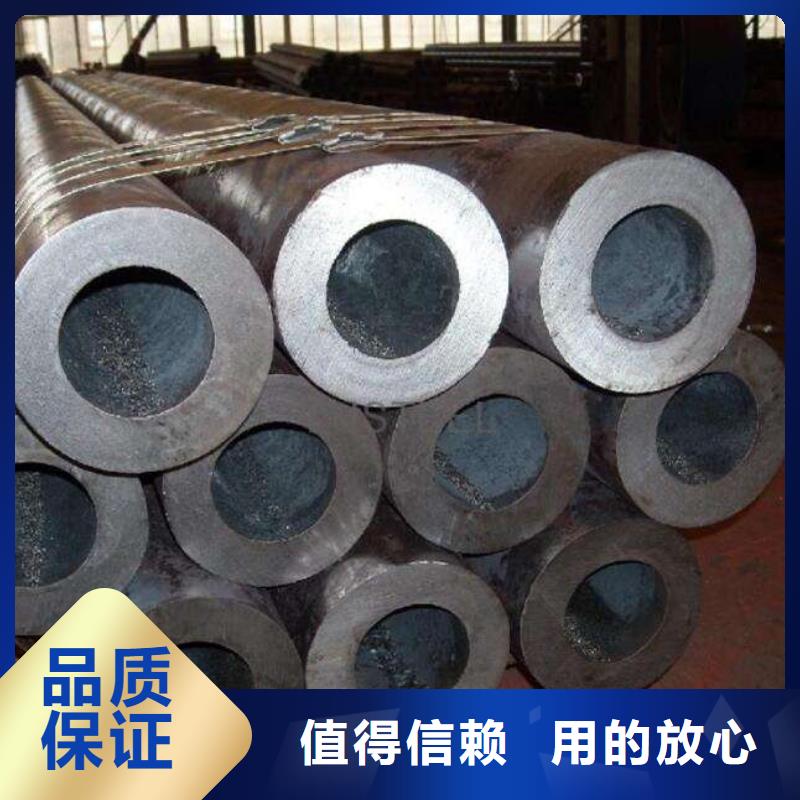
以下是:临夏和政厚壁无缝钢管大型生产厂家的图文介绍

12Cr1MoV厚壁钢管焊缝内部裂纹处理实例
12Crlmovg是目前电站锅炉用量 的低合金耐热钢,经国内外实践证明其工艺性能良好,可靠性强,其广泛应用在锅炉过热管、联箱和管道中。以某电厂4机亚临界锅炉为例,针对后屏集箱至高温过热器联箱连接管的内部裂纹进行分析,并提出相应的处理解决方案,为目前国内在役多的300MW机组中的12Cr1MoV厚壁钢管技术管理提供了有凎借鉴,为机组经济运行提供了重要保障.
(1)在补焊时,补焊区成型饱满光滑,新旧焊缝圆滑过渡,使用这种方法来分散应力,减少应力集中,对裂纹的产生会有一定的抑制作用。
(2)加强金属技术监督检验,该焊缝要列入电厂下次检修的检验项目中,检验项目包括宏观检验,磁粉检測,超声检測,硬度测试,必要时进行金相分析。在机组日后的检修中,重点监督几次,确保补焊位置不出现缺陷。
(3)加强技术监督过程控制。焊接人员与检验检測人员必须持有有效资格,并具有相当的经验;仪器设备必须经鉴定后合格,使用过程中也要按标准按时进行校验与校正;焊接所用的焊条必须在保质期内,并按使用说明提前烘焙;焊接与检验必须遵循相对应的工艺指导书、检验标准及操作规程等。


根据标准规定,热轧无缝高压锅炉管和低、中压锅炉管均需作压扁性能试验。20A高压锅炉管是我厂无缝车间的部优质产品,但近年来,特别是近两年来,其压扁性能不合格(包括热轧检验和用户投料验收不合格)较多。造成往返运输费用和重新热处理时能源、材料的消耗增加,也影响用户及时投料及我厂产品的信誉。为此我们对压扁性能不合格的原因及防止和办法进行了探讨。
首先将无缝钢管车间1980年以来20A0g压扁性能不合格的钢管规格及定、减径直径压缩率进行了分析。可以看出压扁性能不合格的钢管几乎都是壁厚S≥8mm的厚壁钢管,而20A钢管中主要又是减径管。因此,本文着重对20A减径厚壁管的压扁性能作以下分析。
ニ、20A厚壁管匠扁不合格试样的外观特征和金相分析
20A厚壁钢管压扁不合格试样,绝大部分表现为管壁纵向直线状内裂,而且其部位儿乎都在进行压扁试验时与试验机压板接触
的中间部分,其裂缝深度大于0,5mm。80年3月对9-753炉497批68×13mm的20A钢管压扁开裂试样,进行了常规金相分析,其结果列于表2。
1984年4月对三个炉批号20A钢管的7个试样进行了常规金相分析,其结果列于表3。
三、20A臧径厚壁钢管压扁开裂的原因
压扁性能是钢管的一种工艺性能,而钢管工艺性能是其机械性能与表面状态综合影响的结果。因此对压扁性能必须从钢管机械性能和表面状态两个方面进行分析。
无论是机械性能还是表面状态,都受金属自然性质和变形条件(如变形程度、变形温度、变形速度、应力状态、变形状态等)两个重要因素影响。因此在分析钢管压扁开製原因时,首先要找出主要因素。裂钢管的试祥几乎都是与压板接触的中间部分内壁呈纵向直线状裂缝。一般认为,压扁时例管表面产生直线状裂缝,是由变形加工引起的;
而螺旋状的表面裂缝,则是由金属自然性质引起的。如金属自然性质引起压裂时,其裂缝产生部位不可能固定不变,而实际上几乎全部裂缝产生在与压板接触的钢管内壁中间部位。所以从裂缝外观特征及产生部位在不同试验条件下的固定性,可以认为钢管压扁开裂是变形加工因素引起的。事实上,由于自动轧管机组中主要变形量分配在穿孔和轧管工艺环节,如果管坯带入有金属自然性质方面的缺陷,那么在穿孔斜轧中就自然会显示为螺旋状表面缺陷。但在穿孔后把毛管加工成成品钢管的变形较大的工艺环节中,只有轧管和减径,而轧管和减径都是纵钆。



临夏和政星腾伟业金属材料有限公司坚持“开拓进取、拼搏奉献、追求卓异、争创优良”的精神,以更高质量 无缝钢管和管理水平为客户提供满意 无缝钢管产品和服务,与广大客商真诚合作、共同发展、携手共创建筑防水新天地。


27SiMn(化学成份(国标):C:0.24-0.32;Mn:1.1-1.4;Si:1.1-1.4;S:≤0.035:P:≤0.035)厚壁钢管(壁厚范围28mm~60m)被广泛用于煤矿液压支架大立柱缸体,有的缸筒长达2000m,其中一段长200m缸筒的外圆直径要从Φ380m增至Φ398m,常规工艺选择用中408m钢管加工,这种方法切削量太大,不仅造成材料的浪费,并且生产周期长。如果采用平常的堆焊方法,当堆焊层金属出现气孔、裂纹、夹渣等缺陷时,就会造成渗漏、密封件挂伤,严重时将出现堆焊层剥落现象,还会出现缸柱间互相窜液、立柱油缸液压力升不上去影响使用的情况。
本发明的目的在于提供一种加工质量和效率高的27SiMn厚壁钢管的堆焊方法
为实现上述目的,本发明可采取下述技术方案:
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽后,预热140-160℃,控制层间温度在150-200C,用80%Ar+20X00保护气体、采用SLD60焊丝分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温:在整体装炉升温至540℃,保温4小时,冷却至室温即可。
所述SLD60焊丝的组分为C:0.05;Mn:1.29:Si:0.76:Mo:0.34:Ti 0.11;S:0.01;P:0.02:所述焊丝的直径为Φ1.6。
本发明的优点在于堆焊前预热,采用80%Ar+20%C0,保护气体,焊接材料用SLD-601.6,按照上述加工方法进行堆焊,焊后热处理,这样不仅工艺方法经济合理,堆焊层与母材之间的熔透质量高、堆焊层金属无气孔、裂纹、夹渣等缺陷,达到满足液压支架缸筒的设计强度及尺寸要求;由于液压支架的生产批量大,且每根缸筒的堆焊层厚达9m,采用本堆焊方法,不仅可以节约材料,又可以提高生产效率。
具体实施方式
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽,除去表面的油、垢等污物,预热150℃控制层间温度在150-200℃,用远红外测温仪监测温度;用80%Ar+20XC02保护气体、采用SLD-60中1.6焊丝,焊丝的重量组份分为:0.05:Mn:1.29:Si:0.76Mo:0.34:Ti:0.11;S:0.01;P:0.02:选用单枪环缝气体保护自动焊机(电流420A,电压40V,焊速600m/min),分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温;在整体装炉升温至540
C,保温4小时随炉缓冷至300℃出炉,冷却至室温即可



厚壁无缝钢管大型生产厂家,星腾伟业金属材料(临夏市和政县分公司)专业从事厚壁无缝钢管大型生产厂家,联系人:任威,电话:【0527-88266222】、【0527-88266222】,以下是厚壁无缝钢管大型生产厂家的详细页面。