您当前的位置:商助贸易宝 » 砚山商助贸易宝 »砚山产品 » 桥梁护栏_生产厂家_品质保证
桥梁护栏_生产厂家_品质保证
更新时间:2026-05-21 03:39:28 ip归属地:文山,天气:多云,温度:18-28 浏览:1次

- 发布企业
- 亮洁不锈钢制品(文山市砚山县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 桥梁防撞护栏
- 所在地
- 经济开发区工业园
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 贾经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:文山市砚山县桥梁护栏_生产厂家_品质保证的产品参数
【亮洁】为客户提供多样化产品,包括丘北桥梁防撞护栏物流配货上门、西畴桥梁防撞护栏大量现货供应等,适配多元场景需求。桥梁护栏_生产厂家_品质保证,亮洁不锈钢制品(文山市砚山县分公司)为您提供桥梁护栏_生产厂家_品质保证的资讯,联系人:贾经理,电话:【17768165506】、【17768165506】。 云南省,文山壮族苗族自治州,砚山县 砚山县因县城附近“山势颇秀,其形如砚”而得名。2018年9月25日,获得商务部“2018年电子商务进农村综合示范县”荣誉称号。2019年4月30日,云南省人民政府决定砚山县退出贫困县序列。2019年12月6日,入选全国农民合作社质量整县推进试点单位。
一部视频,让您轻松掌握桥梁护栏_生产厂家_品质保证产品的核心优势。赶紧观看,开启您的产品体验之旅。
以下是:文山砚山桥梁护栏_生产厂家_品质保证的图文介绍

现货批发 厂家精选
我们用实力和品质说话
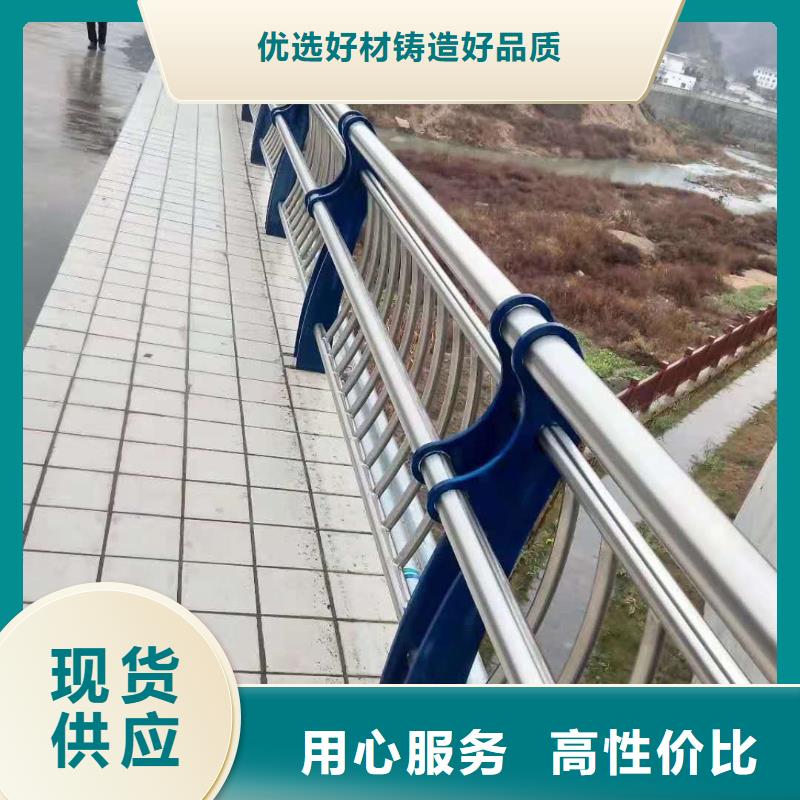
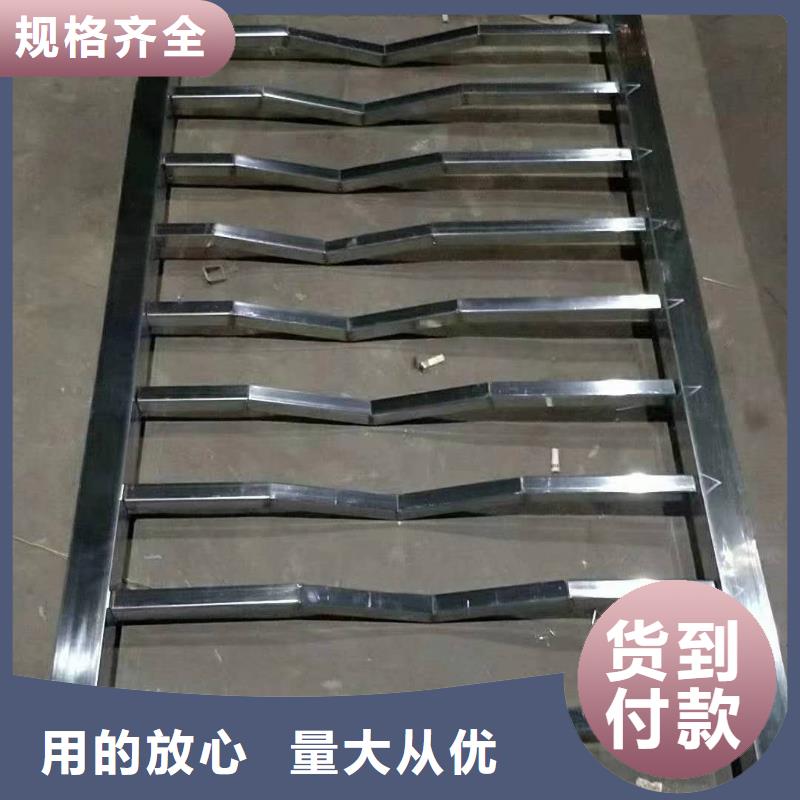
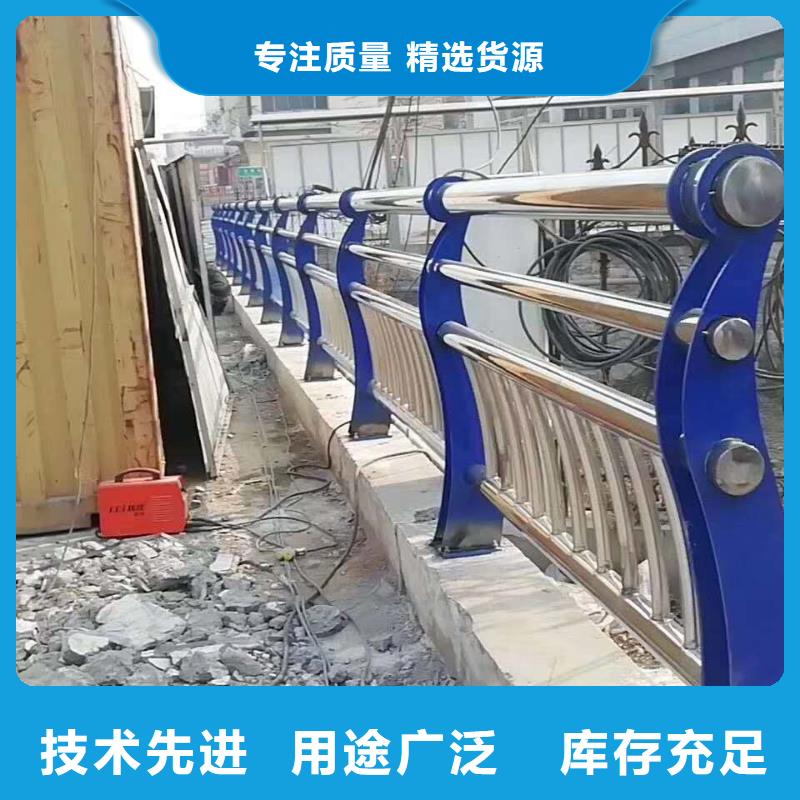
文山砚山桥梁防撞护栏

文山砚山桥梁防撞护栏的详细介绍
专业设计 优选厂家

焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求高的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
不锈钢管、碳钢与不锈钢复合管三者有什么区别呢?

PRODUCT DETLS
产品细节
PRODUCT DETLS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,文山砚山桥梁防撞护栏规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,文山砚山桥梁防撞护栏无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,文山砚山桥梁防撞护栏质量保障,出厂经过严格的质检。
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

文山砚山亮洁不锈钢制品有限公司为您提供详细的 桥梁防撞护栏产品报价、参数、图片等商品信息,如需进一步了解 桥梁防撞护栏,请与厂家直接联系。

选购桥梁护栏_生产厂家_品质保证来文山市砚山县找亮洁不锈钢制品(文山市砚山县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:贾经理-【17768165506】,地址:[经济开发区工业园]。