公司新闻
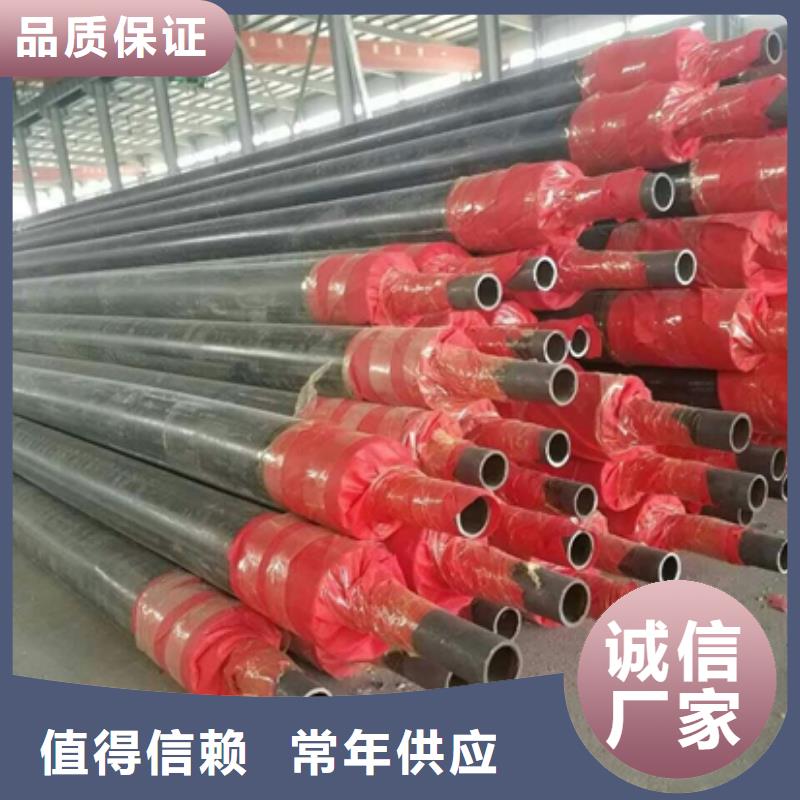
经验丰富的防腐钢管生产厂家
更新时间: 2026-05-20 19:00:55 ip归属地:信阳,天气:阴转多云,温度:17-23 浏览:1次
以下是:信阳市平桥区经验丰富的防腐钢管生产厂家的产品参数
【全通】为您提供淮滨螺旋钢管诚信商家、固始螺旋钢管每个细节都严格把关等多元产品与服务。经验丰富的防腐钢管生产厂家,全通管道(信阳市平桥区分公司)为您提供经验丰富的防腐钢管生产厂家的资讯,联系人:王总,电话:【17768165506】、【17768165506】。 河南省,信阳市,平桥区 1998年6月,国务院批复同意撤销信阳地区,设立地级信阳市;7月,河南省人民政府撤销信阳地区和县级信阳市、信阳县,设立地级信阳市和县级浉河区、平桥区。区内有312国道、宁西铁路、沪陕高速横贯东西,107国道、京珠高速、京广铁路、石武高铁纵通南北,形成多重十字交叉的综合立体交通网络。2019年12月,入选“农村职业教育和成人教育示范县(第五批)”。区境内建有天目山森林公园、震雷山风景名胜区等多处旅游景点。
经验丰富的防腐钢管生产厂家的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:信阳平桥经验丰富的防腐钢管生产厂家的图文介绍

全球焊接钢管的开拓者,防腐钢管的领导企业,在浩瀚的钢铁海洋中致力于把钢管做到!无论你身处意大利巴拉莫港口、法国蒙托伊尔港口、美国巴尔的摩、还是在澳大利亚格拉斯通,又或是在高铁、高速公路、港口、机场、运河等地方,友诚钢管无处不在,遍布全球60多个和地区!“好钢管,友诚造”已成为五大洲海洋工程建设等领域专家们的共识!自2008成立至今,全通管业完成优势资源的组合,坐拥二十六万平方米生产基地,依靠紧邻京津的物流便利,形成了年产能30万吨的企业规模。
螺旋焊管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调?整工艺参数,及时缺陷。
螺旋焊管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调?整工艺参数,及时缺陷。


螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。



信阳平桥盐山全通管道有限公司经过多年的研究, 螺旋钢管产品不断推陈出新,坚持技术、科学管理、诚信经营,注重引进的生产技术设备,推行标准化生产,从原材料采购、生产管理、产品检测等关键环节把关。


大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其措施是很有必要的。钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。热裂纹。在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。
热裂纹在焊缝应力很大的时候,或者焊缝金属内的是很高的时候*容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置*安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取*值,薄壁取*小值。焊透度不佳。
热裂纹在焊缝应力很大的时候,或者焊缝金属内的是很高的时候*容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置*安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取*值,薄壁取*小值。焊透度不佳。



经验丰富的防腐钢管生产厂家,全通管道(信阳市平桥区分公司)专业从事经验丰富的防腐钢管生产厂家,联系人:王总,电话:【17768165506】、【17768165506】,以下是经验丰富的防腐钢管生产厂家的详细页面。
产品




其他新闻
- 买H型钢请到H型钢厂家 2026-05-20
- H型钢大企业好品质 2026-05-20
- 镀锌管上门施工 2026-05-20
- 灵芝粉1库存量充足 2026-05-20
- 扁钢型号款式按需定制 2026-05-20
- 防撞护栏电话报价 2026-05-20
- 无缝钢管今日行情 2026-05-20
- 不锈钢复合管护栏品质与价格同行 2026-05-20
- 优选:不锈钢复合管栏杆基地 2026-05-20
- 防撞护栏制造工厂 2026-05-20
- 混凝土打磨机热销货源 2026-05-20
- 聚合氯化铝10年品质_可信赖 2026-05-20
- H型钢加工定制 2026-05-20
- 保温管-保温管货比三家 2026-05-20
- 穿线机源头厂家价格优惠 2026-05-20
联系方式
