您当前的位置:商助贸易宝 » 博山商助贸易宝 »博山产品 » PE管大厂家选的放心
PE管大厂家选的放心
更新时间:2026-05-19 20:18:55 ip归属地:淄博,天气:雾转小雨,温度:17-22 浏览:1次


- 发布企业
- 泽洋塑业(淄博市博山区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- pe电力管
- 所在地
- 山东省聊城市阳谷县闫楼开发区
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 唐经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:淄博市博山区PE管大厂家选的放心的产品参数
【泽洋】业务覆盖多领域场景,主营周村pe电力管专业生产团队、高青pe电力管实力雄厚品质保障等产品服务。选购PE管大厂家选的放心来淄博市博山区找泽洋塑业(淄博市博山区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:唐经理-【0527-88266222】,地址:[山东省聊城市阳谷县闫楼开发区]。 山东省,淄博市,博山区 2022年,博山区生产总值为269.94亿元,其中,产业增加值为10.05亿元,第二产业增加值为132.72亿元,第三产业增加值为127.17亿元。三次产业增加值结构为3.7:49.2:47.1。
一分钟,了解产品的全部魅力!观看我们的PE管大厂家选的放心产品视频,为您的购买决策提供有力支持。
以下是:淄博博山PE管大厂家选的放心的图文介绍


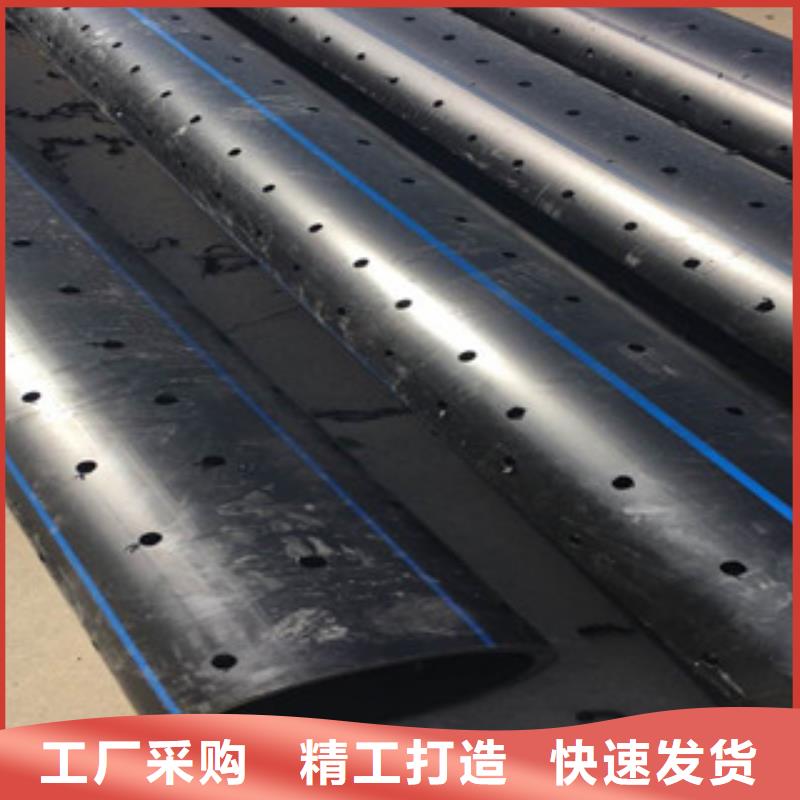
一般情况下不同的管材﹑不同型号及规格的聚乙烯PE管应根据管材不同型号﹑规格适当调整加热时间当PE管材出现虚焊时主要是对接焊机夹具行程不够和对接时夹具速度太快而引起虚焊两种情况(1)对接焊机夹具行程不够,两连接件对接前用铣刀铣平管口后进行焊前试碰,碰对后在夹具行程杆上应看到有一定的行程余量,行程余量应不小于20mm为宜。在焊接过程中,若不注意这种情况,夹具的行程余量不够时,焊接后表面上看对接的非常好,但实际上两对接件熔接的不够彻底,出现虚焊。这是热熔对接焊中常出现而又不易察觉的问题,解决的办法是每次焊前都应注意留有足够的夹具行程余量。(2)对接件对碰时夹具速度太快。两连接件经加热板加热后进行对碰,若对碰过程中夹具速度太快,在对碰瞬间,两连接件熔融部分大部分被挤压到内外壁两侧,致使熔合的部分不够充分而造成了虚焊,解决的办法是操作人员控制机具的速度要均匀,使熔接部分充分融合。焊口碳化:发生这种质量问题的原因是加热时间过长,与焊不透的情况正好相反,对于热熔对接焊,有些施工人员认为焊接过程中加热时间越长,焊接效果越好,而事实恰好相反,聚乙烯PE管在加热时间过长时,会出现碳化现象,严重影响到焊接质量。



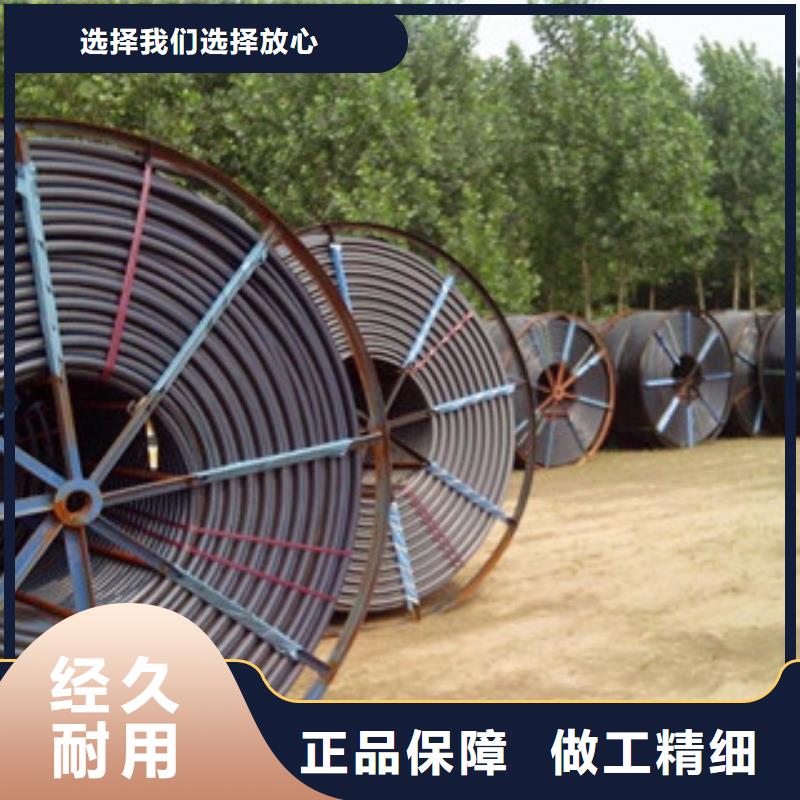
淄博博山泽洋塑业有限公司建于2012,现拥有50多专业技术人员,我公司是一家拥有完整技术研发、市场销售、设计施工、售后服务为一体的淄博博山--pe电力管厂家,是淄博博山--pe电力管的专业生产厂家,并可根据用户需要进行设计生产,具有承揽大型淄博博山--pe电力管订单的能力,产品销往全国各地,深受用户好评。

为了满足市场上对 pe电力管不同规格和工艺质量的需求。现每年自主研发或应客户需求开发设计推出多款 pe电力管新品。 “诚信、务实、创新、开拓”是公司的生存信念,凭着的产品和优质的服务,淄博博山泽洋塑业有限公司与国内众多公司、政府单位建立了稳定的业务合作关系,获得客户的一致好评。 我们愿以高品质的 pe电力管产品、优惠的价格、快速周到的服务与您共同创造出更美好的明天!



夏季气温逐渐升高,进行焊接时除按照正常的操作流程进行焊接外,还需特别注意环境温度的变化对焊接质量的影响。根据多年的施工经验,在此提醒在PE焊接夏季施工时需注意以下几点:1,加热板温度的调节需考虑地表温度,环境温度对加热板实际温度的影响,防止加热板实际温度(地表温度+环境温度+加热板显示温度)>230℃。环境温度在38℃以上且在柏油马路上进行施工时,加热板温度可调节至190℃-200℃之间;环境温度在38℃以下且在野外进行施工时,加热板温度可调节至200℃-210℃。2,检查焊机各部件是否正常工作,尤其注意在使用前测量焊机加热板温度是否在标准温度范围内(220℃±10℃)。3,加热时间的计算以两管材端面与加热板接触的一个圆周全部出现翻遍时,卸掉焊机压力开始进入加热时间,加热时间的计算方法为管材壁厚X10秒。4,管材对接前检查错口率,错口率不大于管材壁厚的百分之十。错口率超过管材壁厚的百分之十会使焊接处接触面小于管材壁厚,影响焊接效果。5,管材焊接完成后保压进入冷却时间,冷却时间的计算方法为管材壁厚X1min。6,焊接完成后如使用水冷,风冷等强制冷却方式,会导致焊接处出现虚焊现象,影响焊接质量,故应采用自然冷却的方式进行冷却。希望用户在夏季PE管焊接施工时注意,规范施工保证焊接质量。
今年在淄博市博山区本地购买PE管大厂家选的放心有了新选择,泽洋塑业(淄博市博山区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的PE管大厂家选的放心产品。如需购买或咨询,请随时联系我们,联系人:唐经理-【0527-88266222】,地址:山东省聊城市阳谷县闫楼开发区。