公司新闻
优质螺旋管源头厂家
更新时间: 2026-05-21 11:45:58 ip归属地:咸宁,天气:小雨,温度:18-29 浏览:5次
以下是:咸宁市嘉鱼县优质螺旋管源头厂家的产品参数
【全通】业务覆盖多领域场景,主营赤壁螺旋钢管信誉有保证、咸安螺旋钢管质量为本等产品服务。优质螺旋管源头厂家,全通管道(咸宁市嘉鱼县分公司)为您提供优质螺旋管源头厂家产品案例,联系人:王总,电话:【17768165506】、【17768165506】。 湖北省,咸宁市,嘉鱼县 是首批对外开放地区和长江经济带重要开发区,是湖北省有名的蔬菜之乡、螃蟹之乡、鮰鱼之乡、黄金之乡,获“湖北省绿化模范县”称号。
想要更直观地感受优质螺旋管源头厂家产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:咸宁嘉鱼优质螺旋管源头厂家的图文介绍


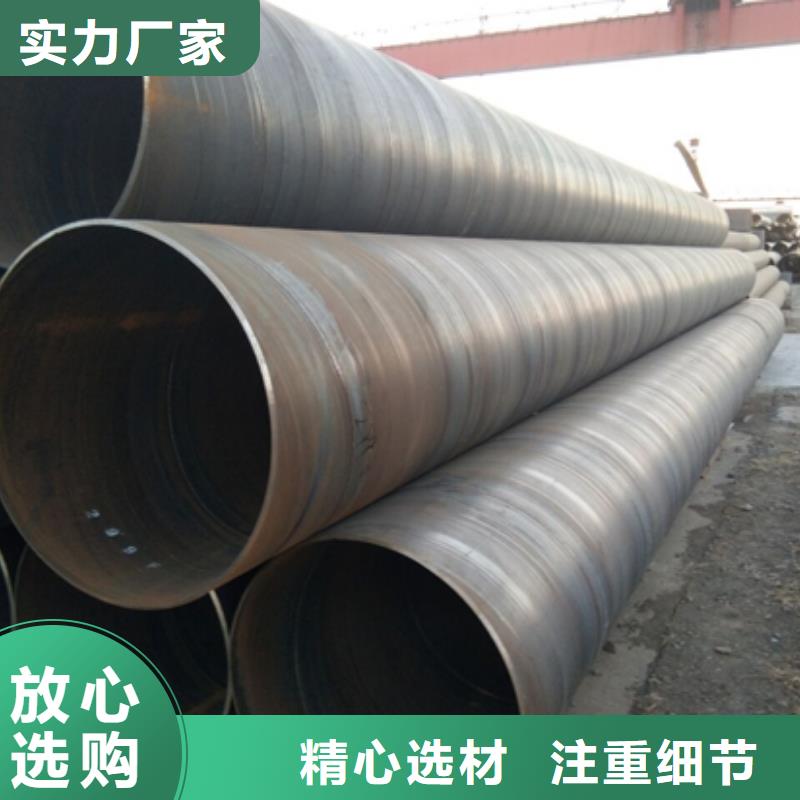
其在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。钢管成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的钢管在直径和壁厚的钢管尺寸规格范围上,有更大的灵活性,尤其在生产高钢级厚壁钢管,特别是大口径厚壁管方面具有其他工艺无法比拟的优势,可满足用户在钢管规格方面更多的要求;采用先预焊后内外焊(精焊)的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径。
可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工;对钢管进行9项的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地保证了埋弧焊钢管产品质量;整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数和质量指标进行采质量其承压能力高、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、城市建设等行业的欢迎,工艺流程首先进行全板超声波检验。
可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工;对钢管进行9项的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地保证了埋弧焊钢管产品质量;整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数和质量指标进行采质量其承压能力高、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、城市建设等行业的欢迎,工艺流程首先进行全板超声波检验。



螺旋钢管主要用途及适用范围螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。螺旋管的常用标准一般分为:部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有级钢管))(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、(桩用螺旋缝埋弧焊钢管)。
螺旋钢管分为单面埋弧焊的和双面埋弧焊:1.单面埋弧焊:单面焊成形方式分为强制成形和自由成形,现今一般使用强制成形,通常利用陶瓷衬垫。在焊接钢筋的时候,两个钢筋接头,只在接头的一面(或侧)施焊的焊接就叫单面焊。焊接长度为10倍d(d是钢筋直径)。例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者2厘米以上。焊缝的小厚度为。焊缝宽度小为0.1d。才能达到焊接的要求。2.双面埋弧焊:双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。
螺旋钢管分为单面埋弧焊的和双面埋弧焊:1.单面埋弧焊:单面焊成形方式分为强制成形和自由成形,现今一般使用强制成形,通常利用陶瓷衬垫。在焊接钢筋的时候,两个钢筋接头,只在接头的一面(或侧)施焊的焊接就叫单面焊。焊接长度为10倍d(d是钢筋直径)。例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者2厘米以上。焊缝的小厚度为。焊缝宽度小为0.1d。才能达到焊接的要求。2.双面埋弧焊:双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。

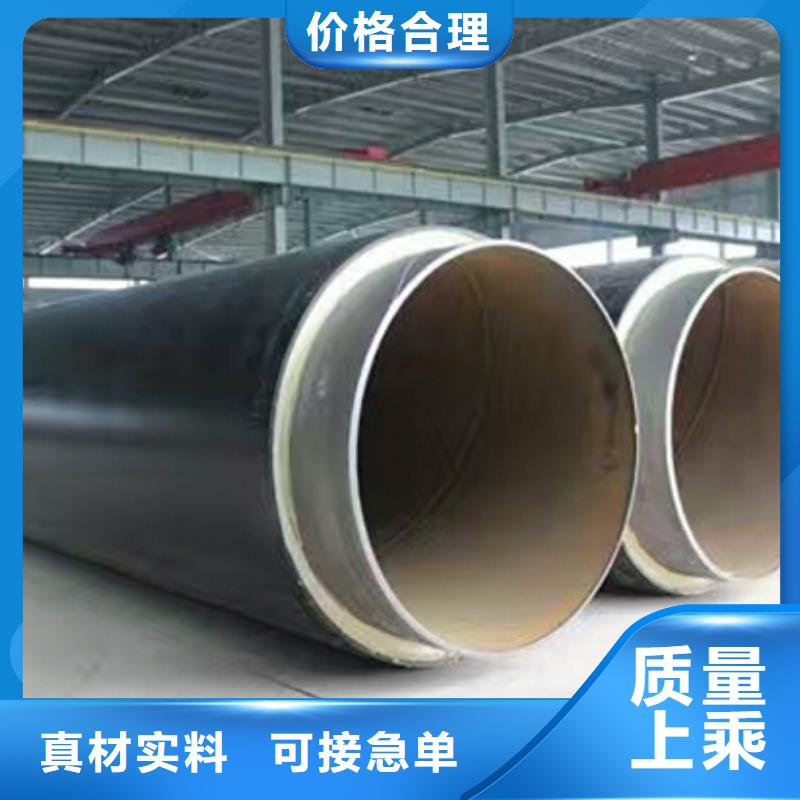
主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。一般低压流体输送用螺旋缝埋弧焊钢管是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
目前无缝钢管市场竞争日趋激烈,由于受其生产工艺的限制,无缝钢管的生产成本一直偏高,从而造成其经济效益逐渐下降。随着中国冶金行业的技术进步,代替无缝钢管 的新产品也开始崭露头角,那么新产品到底能否达到无缝钢管的各项指标呢?他们之间又有什么本质的区别呢?下面就市场上两种容易混淆的产品,热张力减径钢管与大口径螺旋钢管之间的区别做一简单阐述。
目前无缝钢管市场竞争日趋激烈,由于受其生产工艺的限制,无缝钢管的生产成本一直偏高,从而造成其经济效益逐渐下降。随着中国冶金行业的技术进步,代替无缝钢管 的新产品也开始崭露头角,那么新产品到底能否达到无缝钢管的各项指标呢?他们之间又有什么本质的区别呢?下面就市场上两种容易混淆的产品,热张力减径钢管与大口径螺旋钢管之间的区别做一简单阐述。


大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其措施是很有必要的。钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。热裂纹。在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。
热裂纹在焊缝应力很大的时候,或者焊缝金属内的是很高的时候*容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置*安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取*值,薄壁取*小值。焊透度不佳。
热裂纹在焊缝应力很大的时候,或者焊缝金属内的是很高的时候*容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置*安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取*值,薄壁取*小值。焊透度不佳。



咸宁嘉鱼盐山全通管道有限公司深信,只有“以人为本,以德兴厂,创新务实,诚信经商”才能让我们的企业立于不败之地,也才会给消费者带去真正的福利,并且真正打开【螺旋钢管】市场,赢得新老客户的口碑,并且在一定程度上创造出更多性能优越的【螺旋钢管】产品,让消费者可以拥有更多的选择。
我们也始终坚持微笑服务,以顾客利益为主,服务到位,让每一位来到我公司的朋友都能感受到温馨的氛围。
此外,我们还注重多实践、多交流、互帮互助的原则,以积j i饱满的姿态迎接每一个挑战,争取能够早日将此产业发扬至全球,打响【螺旋钢管】国际知名度。


由于市场价格不景气.我公司向您承诺:质量在我手中.客户在我心中.质量赢得市场.诚信铸就品质。责任是质量的保证.质量是品牌的生命。我公司专业生产的防腐管道价格低廉.规格齐全.物美价廉。我公司秉承:不收不良产品、不做不良产品、不出不良产品.严格把握质量要求的产品。让每一位客户放心选择我们.您的开始将是我们的 !合作愉快!螺旋钢管广泛采用双面埋弧焊的焊接技术,下面浅谈一下埋弧自动焊的形成过程及特点。
埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。
埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。



选购优质螺旋管源头厂家来咸宁市嘉鱼县找全通管道(咸宁市嘉鱼县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王总-【17768165506】,地址:[盐山县城南开发区]。
产品



其他新闻
- 热收缩包装机支持定制 2026-05-21
- 花纹板实力工厂放心选购 2026-05-21
- 不锈钢复合管护栏-一心为客户 2026-05-21
- 质量好的防撞护栏厂家批发 2026-05-21
- 周边护栏厂家 2026-05-21
- 鳄鱼剪安装 2026-05-21
- 方矩管多重优惠 2026-05-21
- 不锈钢板行业资讯 2026-05-21
- 不锈钢复合管、不锈钢复合管价格 2026-05-21
- 经验丰富的苹果苗厂家 2026-05-21
- 无缝管-值得信任 2026-05-21
- 【图】热轧钢板厂家批发 2026-05-21
- 合金管常规货源充足 2026-05-21
- 紫薯苗-欢迎来电洽谈 2026-05-21
- 压花老品牌 2026-05-21
联系方式
