复合管2-精选厂家
更新时间:2026-05-24 06:21:40 ip归属地:南京,天气:中雨,温度:22-28 浏览:1次


- 发布企业
- 俊邦金属材料 (南京市秦淮区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢复合管栏杆
- 所在地
- 聊城市开发区工业园
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 张经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:南京市秦淮区复合管2-精选厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 复合管2-精选供应范围覆盖江苏省、南京市、秦淮区、玄武区、白下区、建邺区、鼓楼区、下关区、浦口区、栖霞区、雨花台区、江宁区、六合区、溧水区、高淳区等区域。 |
【俊邦 】持续拓展产品矩阵,现有白下不锈钢复合管栏杆质优价廉、玄武不锈钢复合管栏杆多年厂家可靠等,满足不同场景需求。复合管2-精选厂家,俊邦金属材料 (南京市秦淮区分公司)为您提供复合管2-精选厂家,联系人:张经理,电话:【18762195566】、【18762195566】。 江苏省,南京市,秦淮区 秦淮区位于江苏省南京市中部,是南京主城八区之一,东与江宁区上坊接壤,西至外秦淮河与建邺区相连,北以中山东路、汉中路为界与玄武、鼓楼两区交界,南以雨花东路、卡子门大街为界与雨花台区相邻。
一分钟的时间,对于了解我们的复合管2-精选厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
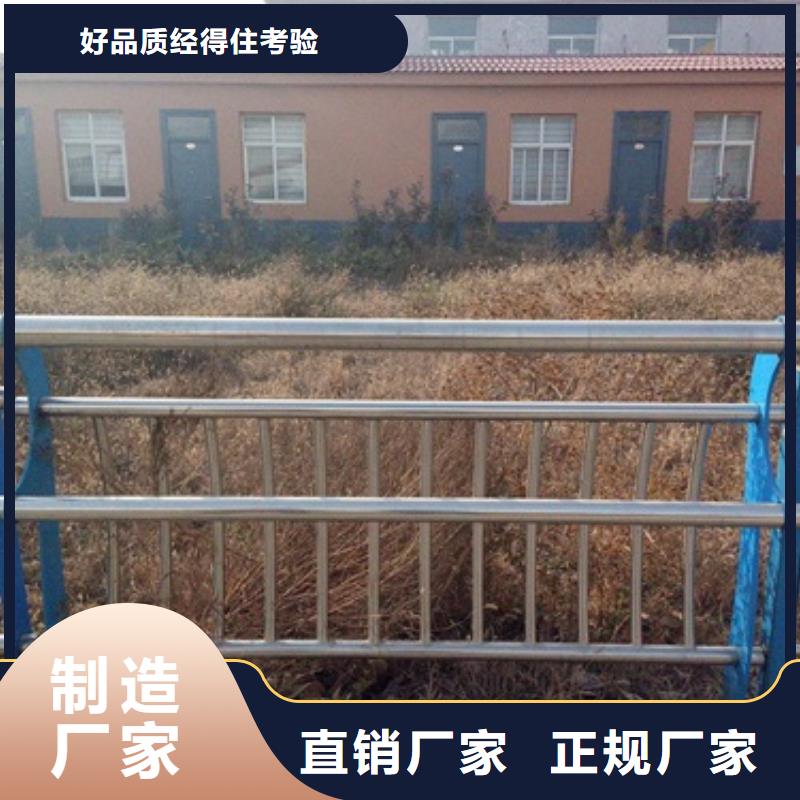
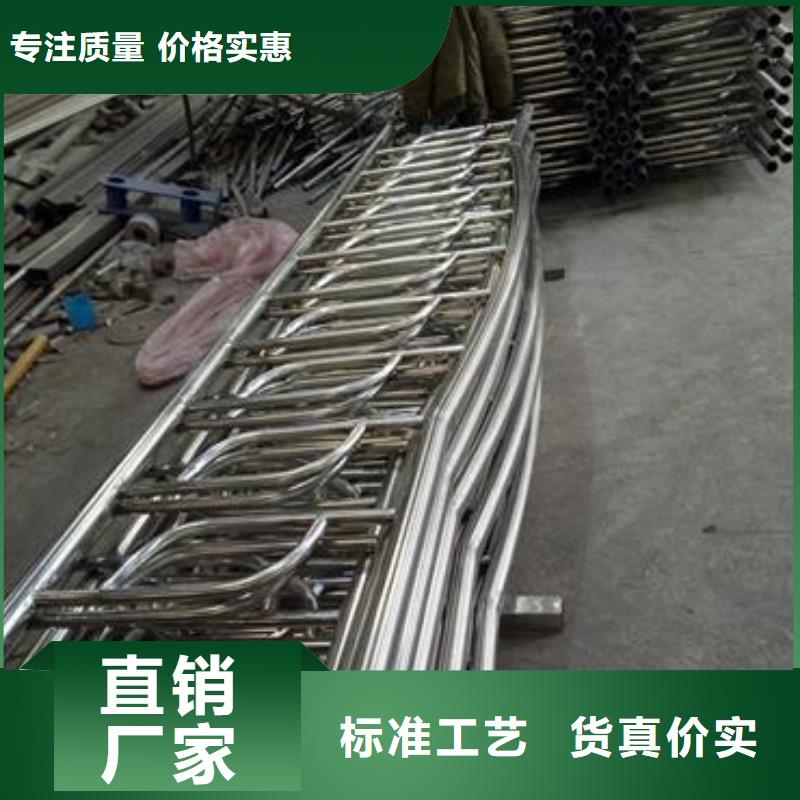
以下是:南京秦淮复合管2-精选厂家的图文介绍

南京秦淮俊邦金属材料 有限公司借助先进的加工设备与先进的技术,专业、的管理团队,坚持发挥团队粗神,合作共赢的理念,结合自产自销 不锈钢复合管栏杆的经营战略,让我们给客户提供的是价廉物美的 不锈钢复合管栏杆产品与服务! 欢迎广大新老客户光临惠顾,我们将竭诚为您服务!


焊接过程:先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。焊丝不能与钨级接触或直接深入电弧的弧柱区,防止破坏电弧的稳定和产生夹钨缺陷,焊丝端部不得退出保护区,防止焊丝氧化。道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却方法,即将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。



目的:餐具、橱柜、锅炉、汽车配件、医疗器械、建筑材料、食品工业(使用温度- 196°C到700°C)310不锈钢复合工业管主要特点是:耐高温,常用的锅炉,汽车的尾气。其他性能一般。303不锈钢复合工业管:通过添加少量的硫和磷,使其更容易加工,304年与304年相似的其他性能。302不锈钢复合工业管:302不锈钢棒被广泛应用于汽车零部件、航天航空等五金工具、化工。具体如下:工艺品、轴承、滑动、医疗设备、家用电器等。特点:302不锈钢球属于奥氏体形状钢,与304年相比,302的硬度较高,HRC小于等于28,具有良好的防生锈和腐蚀性能。301不锈钢复合工业管:良好的延性,用于成型产品。也可以快速硬化的机械加工。良好的焊接性。耐磨性和疲劳强度优于304不锈钢。


复合层的完全熔焊问题。为达到良好的焊接效果,正确的焊接方法是:焊前准备焊接前将接触层的油漆、污垢及氧化层等清理干净,以免焊接过程中杂质受热会分解成H2O和CO2。焊前还要对基层和复合层进行预热。预热采用电加热方法,以对口中心线为基准,两侧不小于壁厚3倍,且不小于50mm,并防止过热。焊接过程先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。3)点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。4)应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。


今年在南京市秦淮区本地购买复合管2-精选厂家有了新选择,俊邦金属材料 (南京市秦淮区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的复合管2-精选厂家产品。如需购买或咨询,请随时联系我们,联系人:张经理-【18762195566】,地址:聊城市开发区工业园。