您当前的位置:商助贸易宝 » 二道商助贸易宝 »二道产品 » 经验丰富的方管经销商
经验丰富的方管经销商
更新时间:2026-05-21 21:28:21 ip归属地:长春,天气:多云,温度:16-27 浏览:3次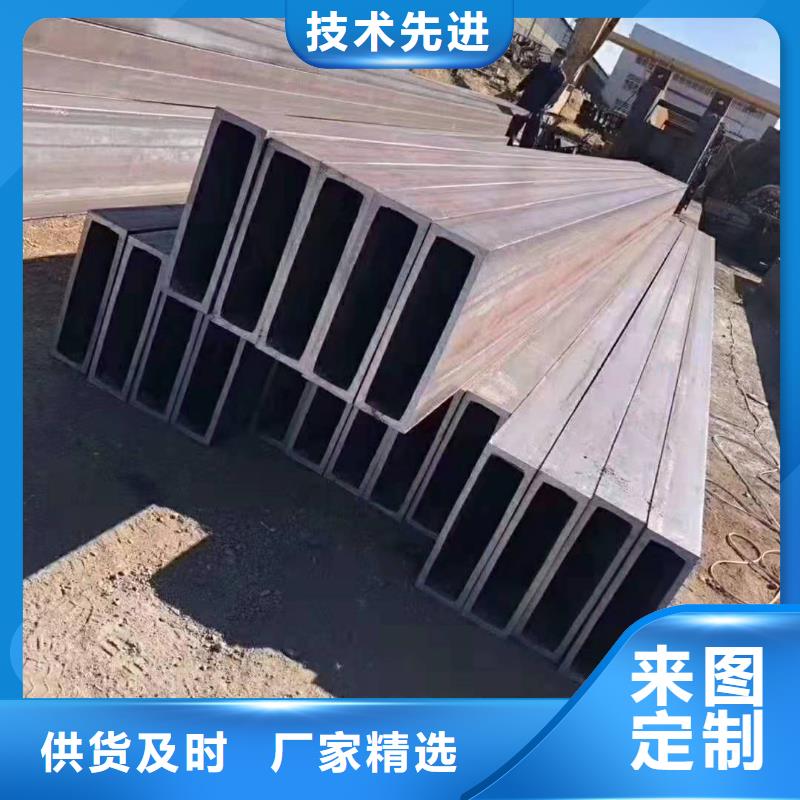



- 发布企业
- 恒鑫达钢管(长春市二道区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 方矩管、直缝焊管
- 所在地
- 静海区大邱庄镇静王路500米
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 周金福 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:长春市二道区经验丰富的方管经销商的产品参数
【恒鑫达】为客户提供多样化产品,包括榆树方矩管、直缝焊管厂家供应、农安方矩管、直缝焊管买的放心安兴用的舒心、南关方矩管、直缝焊管一周内发货等,适配多元场景需求。经验丰富的方管经销商,恒鑫达钢管(长春市二道区分公司)为您提供经验丰富的方管经销商产品案例,联系人:周金福,电话:【17768165506】、【17768165506】。 吉林省,长春市,二道区 2020年,二道区实现生产总值213.3亿元,同比增长1.2%,其中产业达到0.1亿元,同比下降30.3%;第二产业达到48.2亿元,同比增长6.2%;第三产业达到165亿元,同比下降0.2%。三次产业增加值比重为0.1:22.5:77.4。
不容错过的经验丰富的方管经销商视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:长春二道经验丰富的方管经销商的图文介绍
长春二道恒鑫达钢管有限公司位于静海区大邱庄镇静王路500米,公司主营 (长春二道) 本地 方矩管,直缝焊管等等.在公司发展壮大的几年里,我们始终为客户提高好的产品和技术支持、健全的售后服务, 、质量可靠,性能优良,符合标准,并通过IS09001:2000国际质量体系认证。
我司坚持以“名牌战略”为经营原则,继续秉承“质量为先,诚信为本”的经营宗旨为国内外客户提供优良的产品和服务,未来继续坚持以质量为先、诚信为本、以进取的精神、诚挚的态度、热忱的服务与各位朋友携手合作,共创一个美好的明天!


方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
方管是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以Q235热轧或冷轧带钢或卷板为母材经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方管的水平。综合力学性能好,焊接性,冷,热加工性能和耐腐蚀性能均好,具有良好的低温韧性。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
方管是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以Q235热轧或冷轧带钢或卷板为母材经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方管的水平。综合力学性能好,焊接性,冷,热加工性能和耐腐蚀性能均好,具有良好的低温韧性。



长春二道恒鑫达钢管有限公司秉承一贯的“精益求精、客户至上”的宗旨,坚持引进消化国内外先进技术、紧密结合用户的需求,研发自有 方矩管,直缝焊管产品,打造自有品牌,以严格、科学的管理,经营好研发、生产及销售的每个环节,发扬工匠精神,做好每一款 方矩管,直缝焊管产品,在 方矩管,直缝焊管的道路上越走越远!


在生产和运输过程中,方矩管材表面难免会涂油,影响除锈、磷化的质量,降低涂层与基体之间的附着力。那么,如何从方矩管道中去除石油呢?今天我们将介绍一下常用的脱油方法。有机溶剂清洗:皂化油和未皂化油主要溶解在有机溶剂中,以去除油污。常见的有机溶剂有乙醇、清洁汽油、甲苯、四氯化碳、三氯乙烯等。有效的溶剂是四氯化碳和三氯乙烯,它们不燃烧,可以在较高的温度下脱油。需要注意的是,当有机溶剂从油中除去后,还需要额外的除油。因为当溶剂在方矩管表面蒸发时,通常会留下一层薄膜,在随后的过程中,通过碱清洗和电化学脱油可以去除薄膜。
如何从方矩管道中去除石油呢?电化学清洗:它通常用于从阴极中去除油或通过交替阳极和阴极去除油。通过电化学反应从阴极析出的氢或从阳极析出的氧,用于机械搅拌方矩管表面的溶液,促进金属表面的油。同时,溶液不断交换,有利于油渍的皂化反应和乳化。在气泡不断析出的影响下,剩余的油斑从金属表面分离出来。但在从阴极中去除油的过程中,氢经常渗入金属,导致氢脆。为了防止氢脆,通常采用负极和负极交替去除油。
如何从方矩管道中去除石油呢?今天我们将介绍一下常用的脱油方法。碱清洗:一种基于碱化学作用的清洗方法因其使用简单、价格低廉、易于获得原料而得到广泛应用。由于碱洗工艺依赖于皂化、乳化等功能,不能使用单一的碱来达到上述性能。通常使用多种成分,有时添加表面活性剂等添加剂。皂化程度由碱度决定,高碱度可降低油与溶液的表面张力,使油易于乳化。另外,经过碱洗后,可以去除残留方矩管表面的清洗剂。表面活性剂清洗:表面活性剂具有表面张力低、润湿性好、乳化性好等优点,是一种广泛应用的脱油方法。通过表面活性剂的乳化作用,在油水界面上形成一定强度的界面膜,改变界面状态,使油颗粒分散在水溶液中,形成乳液。或通过表面活性剂的溶解,使不溶于水的油垢在方管中溶解于表面活性剂胶束中,从而将油垢转移到水溶液中。


方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在 种淬火介质中停留的时间按前述三种方法控制,从 种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。



在长春市二道区本地采买经验丰富的方管经销商到恒鑫达钢管(长春市二道区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:周金福-【17768165506】。