质量好的贴标机

1. 把电源插接到单相电源上(要求接有良好地线);
2. 装置整卷标签:把卷状不干胶标签平整放在标签托盘上,再放入标签外盘,锁紧后按厂家提供的“绕标图”(一般贴在标头显眼位置),整段标签和底膜穿好之后都必需在同一平面上,并把各个滚筒上的黑色定位胶圈调到适宜位置,以保证导正标签;
3. 开启机器:把电源开关打开,此时电源指示灯显亮;在触摸屏上手动测试贴标机各功能是否正常;点击手动出标,确认标签是否能正常检测,如未能检测,请参考说明书-电眼设置部份进行设置,测标电眼是关系到出标的长度和停标的位置,所以也要调整好它的位置,可通过移动电眼控制出标出短,正常以标签伸出剥标板1~3MM为佳,正常出标后可进行下一步调试工作;
4. 产品调试:把产品放到输送带测物电眼处,让电眼对物体进行自动识别,然后把产品移动至贴标头剥标机构下,调整贴标头高度,一般剥标板离产品上表面距离2~4MM为佳;以上2处调整好即可放产品到输送带上开启自动贴标模式,进行自动贴标。


以全自动吊牌贴标机为例,在设计上,其贴标精度高,细分步进电机或伺服电机驱动送标,送标精准;标带绕行纠偏机构设计,保证标签牵引过程中不左右偏移;偏心轮技术应用于牵引机构,牵引标签不打滑,确保出标精准。这款设备真正做到了使贴标效果精准、美观大方。
在功能特点上,搭载松下PLC+松下触摸屏+德国劳易测标签电眼组成的高级电控系统,各种参数调整简单快捷,操作方便;具备智能控制,自动光电追踪,具备无物不贴标,无标自动校正和标签自动检测功能,防止漏贴和标签浪费。
该设备从设计和功能特点两方面,真正做到了使吊牌的贴标效果精准、美观而大方。设备不单可实现吊牌的贴标,还可实现书本、文具盒、包装盒等物品的平面贴标;也可连接打码机或喷码机,实现贴标后在产品上喷印生产日期、批号、条码等信息。



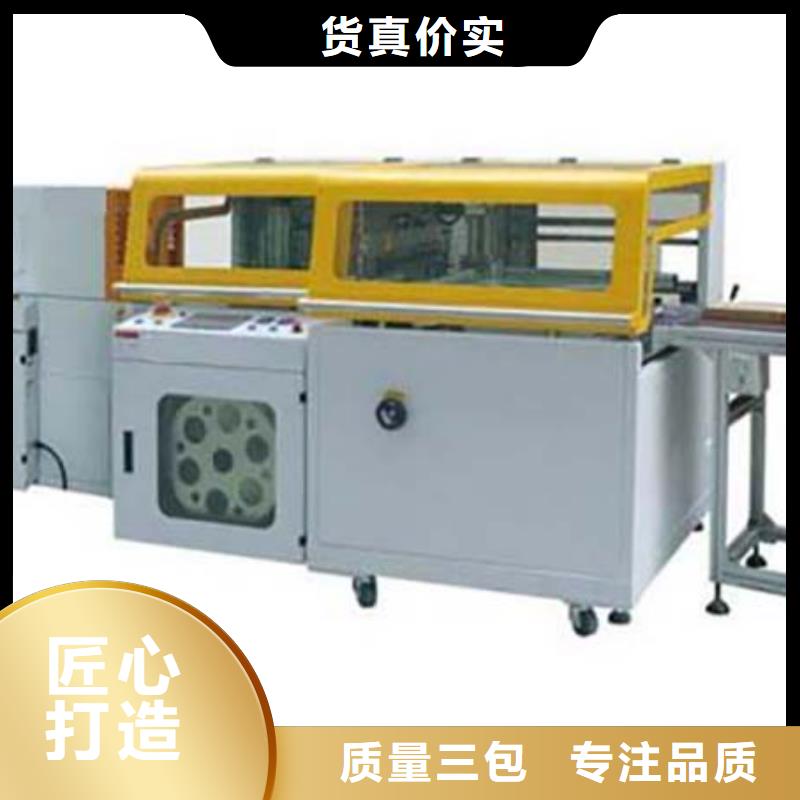
您购买 热收缩包装机的业务合作伙伴,我们拥有专职的技术人员为您提供售前丰富的 热收缩包装机产品介绍、售中给您专业的建议、售后施工指导等服务,杭州桐庐依利达包装器材有限公司一直在您身边,带给您性能优越、品质可靠且环境友好的 热收缩包装机产品。


8、调整输送速度,并根据现有的输送速度调整标头牵引速度与之匹配。 效果每贴一次标声音会非常干脆,无任何拖带声、标签也不会褶皱。输送速度=牵引速度。9、调整覆标机构。一般用于方瓶、扁瓶类产品的覆标机构采用海绵和毛刷。覆标机构的力度一般要求要均匀分散,避免力度过于集中在某个点从而引起标签褶皱现象。圆瓶类产品采用的是专用的圆瓶定位覆标机构,产品将会在此机构上完成贴标与覆标,实现贴覆功能。定位机构打出时的空间位置,略比产品的宽度小3mm左右即可。
10、控制标签贴在制定x轴方向区域上。在保证触摸屏参数中贴标延时为0的状态下进行贴标,根据贴标提前或者太慢出标的情况进行前后调整x轴方向。如果是标签提前剥出,则说明感应器过早检测到产品,将标头往x轴负方向移动;反之,则将标头往x轴正方向移动。调整完成后将x轴方向锁紧。如果调整座已经达到极限,还不能满足贴标要求时,可以进行调整感应器位置。标签提前剥出可以将电眼往x轴正方向移动;标签剥出太晚,则将感应器往x轴负方向移动。当移动感应器至极限还不能解决标签过早剥出时,可以适当设置贴标延时参数。11、根据产品贴标效果,调整标头在y轴方向的位置,使标签能稳定贴附在指定的方向上。调整完后将y轴方向锁紧。12、调整剥标板基本与产品表面线平行,可以通过调整座上r轴方向进行调整。调整完毕后锁紧r轴方向。



产品



- 发货及时的不锈钢井盖厂家 2026-05-21
- 球墨铸铁管常规型号大量现货 2026-05-21
- 返空车-返空车质量可靠 2026-05-21
- PVC给水管·管件价格实惠的厂家 2026-05-21
- 钢结构厂家制造生产 2026-05-21
- 欢迎访问-压扁机厂家 2026-05-21
- 如何选择PE双壁波纹管本地厂家 2026-05-21
- 无缝钢管厂家,货源足 2026-05-21
- 方管厂家信誉好 2026-05-21
- 选购槽钢认准恒信德钢铁贸易有限公司 2026-05-21
- 桥梁护栏现货现发 2026-05-21
- 精密管品牌厂家 2026-05-21
- :无缝钢管 2026-05-21
- 型钢欢迎询价 2026-05-21
- 生产方管的厂家 2026-05-21
联系方式
