滚筒线厂商
更新时间:2026-05-21 11:44:31 ip归属地:德州,天气:多云转雷阵雨,温度:13-24 浏览:4次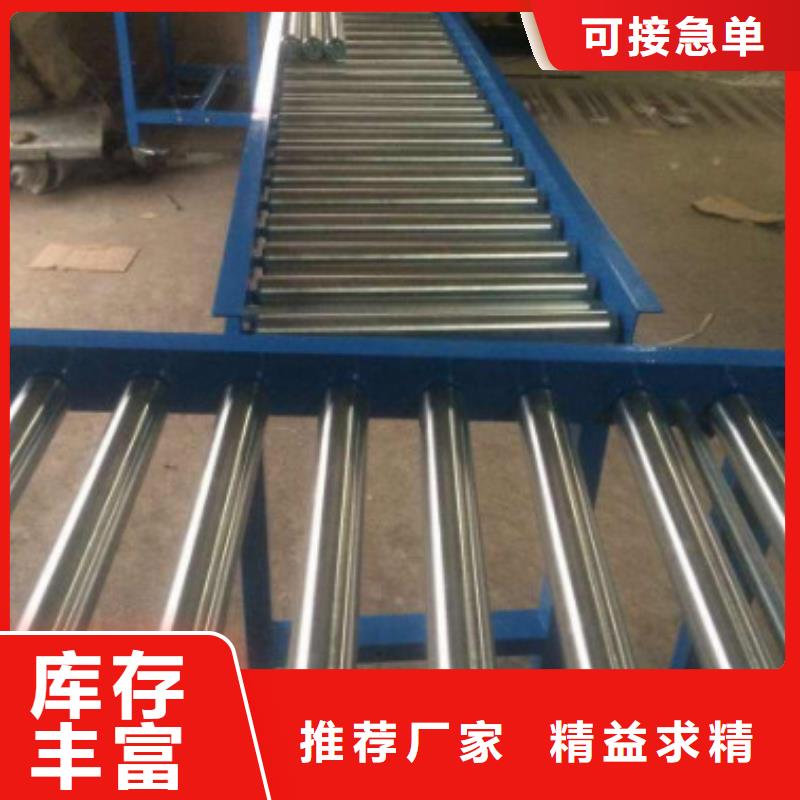


- 发布企业
- 依利达包装器材(德州市陵县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍


我公司在滚筒生产过程中,改变传统的工艺方法,变事后把关为事前控制,对制造过程的各环节实施重点控制。以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。



德州陵县依利达包装器材有限公司借助先进的加工设备与先进的技术,专业、的管理团队,坚持发挥团队粗神,合作共赢的理念,结合自产自销 热收缩包装机的经营战略,让我们给客户提供的是价廉物美的 热收缩包装机产品与服务! 欢迎广大新老客户光临惠顾,我们将竭诚为您服务!


关于 热收缩包装机产品图片: 本 热收缩包装机产品图片依照实际产品拍摄,因相机拍摄与实际产品难免有成色误差,一切以实物为准。



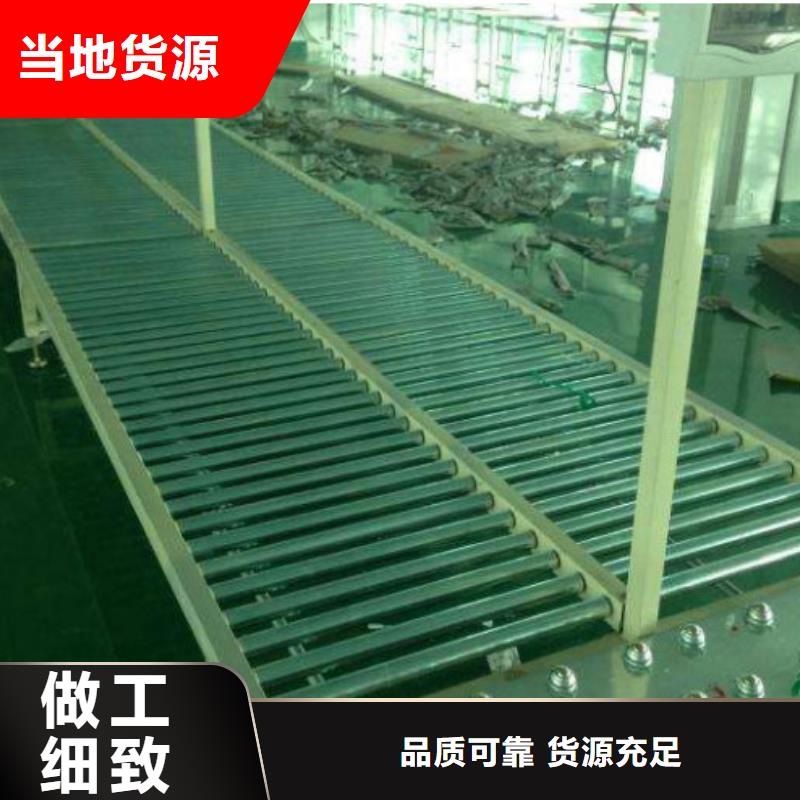
动力滚筒线参数?:传动方式有单(双)链轮、单双(O)型带、单(双)同步带轮、皮带传动。?配套链轮为?P=12.7mm;Z=14;P=15.875mm;Z=14。?滚筒直径为50.8、60、75、89(mm);? 转弯滚筒输送机转弯半径为900mm、1200mm;?1、滚筒材质:镀锌、镀铝、不锈钢、pvc材料等。? 2、滚筒形式:双链轮锥型滚筒;O型槽滚筒、普通锥型滚筒。?3、滚筒长度:一般为500~1200mm;可根据用户需求定制。?4、线体支架:不锈钢、铝型材、碳钢喷塑等。? 5、输送速度:一般为10~30M/min;可根据用户需求采用变频调速连续运行。?6、非标的动力滚筒线根据具体的要求进行定制。
按驱动方式有单独驱动与成组驱动之分。前者的每个辊子都配有单独的驱动装置,以便于拆卸。后者是若干辊子作为一组,由一个驱动装置驱动,以降低设备造价。成组驱动的传动方式有齿轮传动、链传动和带传动。动力式辊子输送机一般用交流电动机驱动,根据需要亦可用双速电动机和液压马达驱动。
?动力滚筒输送机还可分为直线动力滚筒输送机、转弯动力滚筒输送机、