买护栏请到护栏厂家
| 产品参数 | |
|---|---|
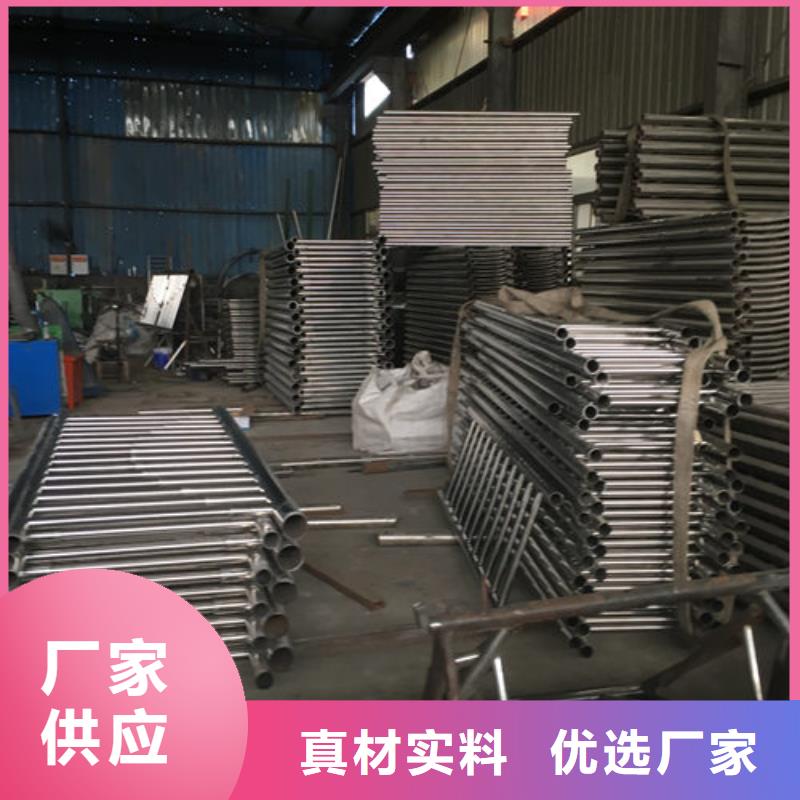
| 产地 | 山东 |
| 品牌 | 鑫海达 |
| 是否进口 | 否 |
| 可定制 | 是 |
| 用途 | 道路,桥梁,市政 |
| 长度高度 | 定制 |
| 范围 | 买护栏请到护栏供应范围覆盖河北省、保定市、满城区、竞秀区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区等区域。 |


不锈钢复合管护栏制造的基本工序
不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知
道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了
解一下。
一,概述
不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是
碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、
15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、
0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能
,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与
复层交界处的异种金属焊接是关键。
二,焊前预备
1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要
向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开
)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形
;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳
钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡
口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当
焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层
中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);
当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:
三,焊接操作
1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,
一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊
根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看
不锈钢复合管护栏厚度而定。
3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂
乱的金相安排,添加焊接难度。因此,为了防止层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一
部分。
4,先焊底层,道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层
惯例焊接电流。底层焊完后,用碳弧气刨、铲削、磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接
过度层。
5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条
和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
6,焊接小直径不锈钢复合钢管时,层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层
终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温
和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
9,操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层
约2mm.
四,焊后处理
对不锈钢复合钢的焊接接头,一般既不进行复层的固溶处理,也不进行消应力处理。可是关于极厚的焊件,常常
采取中间退火和消应力处理,残余应力的热处理好在底层焊完后进行,热处理后再焊过渡层和复层,如需整体
热处理时温度的选择要考虑对复层耐蚀性的影响、过渡层的不均匀性及异种钢物理性能的差异,温度一般为:450~
650℃。
不锈钢复合钢的焊后处理常用办法有:退火处理、喷丸处理、借助变形法应力。



保定满城鑫海达不锈钢复合管护栏厂是专业生产(保定满城) 本地 桥梁护栏厂家的厂家,公司主要生产(保定满城) 本地 桥梁护栏厂家的企业,凭借优良的管理、开发优势, 借助超前的开发理念先进的发展思想以及成功的运作模式,保定满城鑫海达不锈钢复合管护栏厂的规模也不断地发展.公司不断进取,加快加强项目开发运作,进- -步完.善开发机制,打造公司的品牌效应。


1、预埋底板
装置预埋件(后加埋件)护栏预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线
在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。
3、焊接立柱
装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
4、焊接面管,玻璃连接件
扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。
5、抛光打磨
全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。
6、装置玻璃
镶配有机玻璃,玻璃等栏板,护栏玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃。



生活中各种各样的围栏种类还是蛮多的,不同的围栏所对应的材质不同,自然其性质、用途和使用场合也是大相径庭了。不知道大家有没有见过一种水泥桥梁护栏,使用水泥做成的,中间使用钢筋做为基本的结构支撑件。这样的围栏在我们的生活中还是很常见的,一些乡镇中的厂房还有一些基础设施都是有很多的水泥桥梁护栏存在的。那么水泥桥梁护栏有哪些特点呢?下面就让小编给你展示一下吧。
1、首先就是坚固,水泥桥梁护栏往往十分厚重稳固,遇到有冲撞或者是地震种类的强大的冲击力也可以保证良好的结构强度,不容易在使用的过程当中被损坏。
2、其次就是廉价,我们都知道水泥是花不了多少钱的,虽然水泥桥梁护栏需要使用到许多的水泥的量,但是换算下来其实还是不大部分的围栏要经济的多,性价比是肯定有保障的。
3、水泥桥梁护栏还非常耐用,一般的金属围栏或者是木质围栏其实都是比较容易受到环境的影响而出现折损的,比如说金属围栏容易生锈,木质围栏容易老化腐烂等等。水泥桥梁护栏的化学性质十分稳定,和空气中的大部分物质都不会发生化学反应,所以使用寿命十分有保障。
4、还有一点就是水泥桥梁护栏它本身没有偷盗的价值,因为它不值钱,所以一些偷盗围栏材质去变卖的人往往是不会去破坏水泥桥梁护栏的。
由此可见水泥桥梁护栏的性价比还是很高的,这种围栏如今已经广泛存在与我们的生活当中、一些老建筑因为水泥桥梁护栏而变得十分有时代气息。在这个新材料新技术遍地走的时代,水泥桥梁护栏依旧还保持着它特别的韵味。

- 不锈钢复合管护栏-好产品放心可靠 2026-05-25
- 经验丰富的无缝钢管生产厂家 2026-05-25
- 铸铁井盖货真价实 2026-05-25
- 灵芝粉、灵芝粉生产厂家-型号齐全 2026-05-25
- 桥梁灯光护栏行情 2026-05-25
- 销售劈裂机-中德科工机械制造有限公司 2026-05-25
- 不锈钢复合管栏杆-只做精品 2026-05-25
- 方管-实力厂家 2026-05-25
- 价格合理的单立柱厂家 2026-05-25
- 不锈钢井盖现货长期供应 2026-05-25
- 不锈钢复合管货源直供 2026-05-25
- 扬尘监测系统行业动态 2026-05-25
- 耐候板-耐候板价格低 2026-05-25
- 耐磨钢板实体厂家-放心选购 2026-05-25
- 扁钢-多年经验造就好品质 2026-05-25