您当前的位置:商助贸易宝 » 瓯海商助贸易宝 »瓯海产品 » 发货速度快的珩磨管生产厂家
发货速度快的珩磨管生产厂家
更新时间:2026-05-21 23:25:05 ip归属地:温州,天气:中雨转小雨,温度:22-27 浏览:3次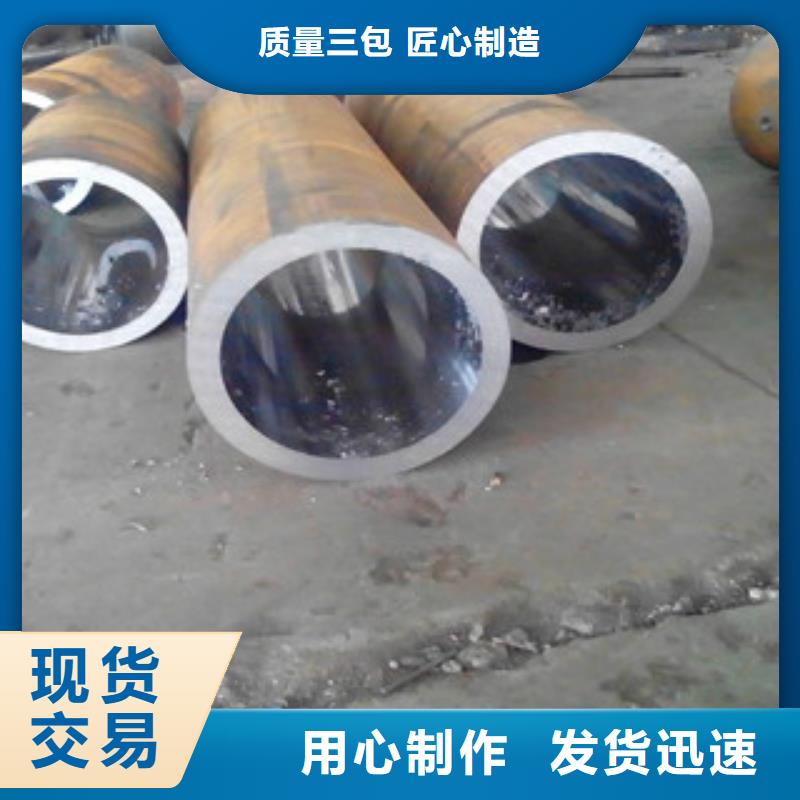

- 发布企业
- 九冶管业(温州市瓯海区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:温州市瓯海区发货速度快的珩磨管生产厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 发货速度快的珩磨管供应范围覆盖浙江省、温州市、瓯海区、鹿城区、龙湾区、洞头区、永嘉县、平阳县、苍南县、文成县、泰顺县、瑞安市、乐清市等区域。 |
【九冶】持续拓展产品矩阵,现有文成精密管工艺成熟、平阳精密管选择大厂家省事省心、洞头精密管符合行业标准等,满足不同场景需求。发货速度快的珩磨管生产厂家,九冶管业(温州市瓯海区分公司)为您提供发货速度快的珩磨管生产厂家,联系人:李经理,电话:【0527-88266222】、【0527-88266222】。 浙江省,温州市,瓯海区 瓯海区因《山海经》有“瓯居海中”的记载而得名。1981年12月,从温州市郊区析出,设置瓯海县,1992年3月,撤县设区。境内保留有国内传承古法造纸技术的泽雅“四连碓”,有泽雅景区、温州乐园两个AAAA级旅游景区。是全国综合实力百强区、全国科技创新百强区、中国科技工作先进区、中国营商环境百佳示范县、中国瓯柑之乡、中国杨梅之乡。
深入了解发货速度快的珩磨管生产厂家产品,一部视频就够了,快来观看!
以下是:温州瓯海发货速度快的珩磨管生产厂家的图文介绍
温州瓯海九冶管业有限公司十年专注 精密管,资源充足,库存大,价位特低。本公司承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。我们的理念是以实际的经营手法为顾客设计生产他们需要的产品,成为国内外使用高标准、高技术、要求的厂商。


珩磨管的应用
1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。
2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,后拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。
3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。
4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。
5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换。


珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。
珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。
抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。
珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。
抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。



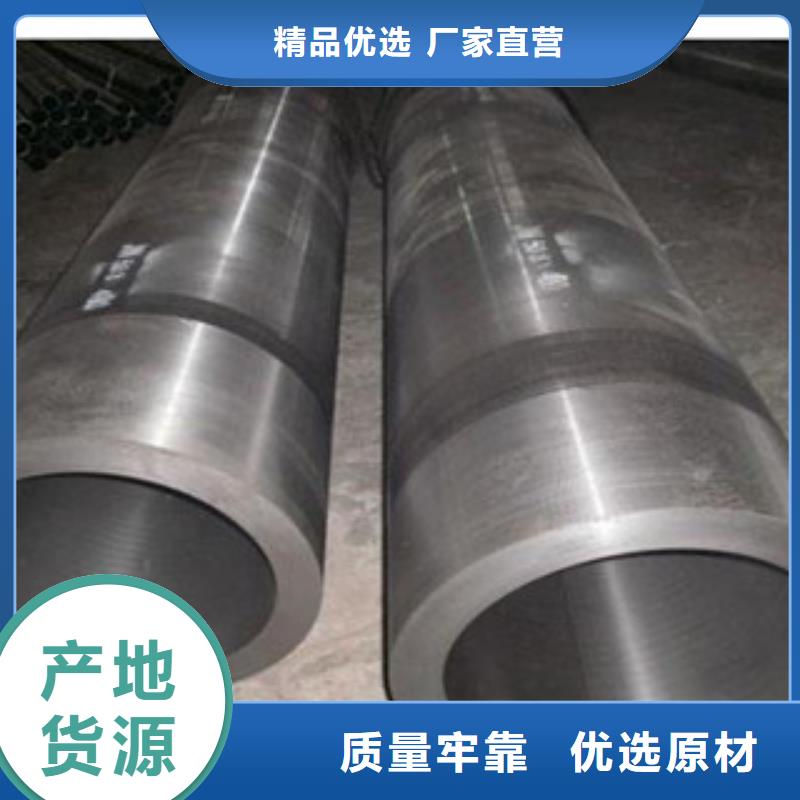
由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。
为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。
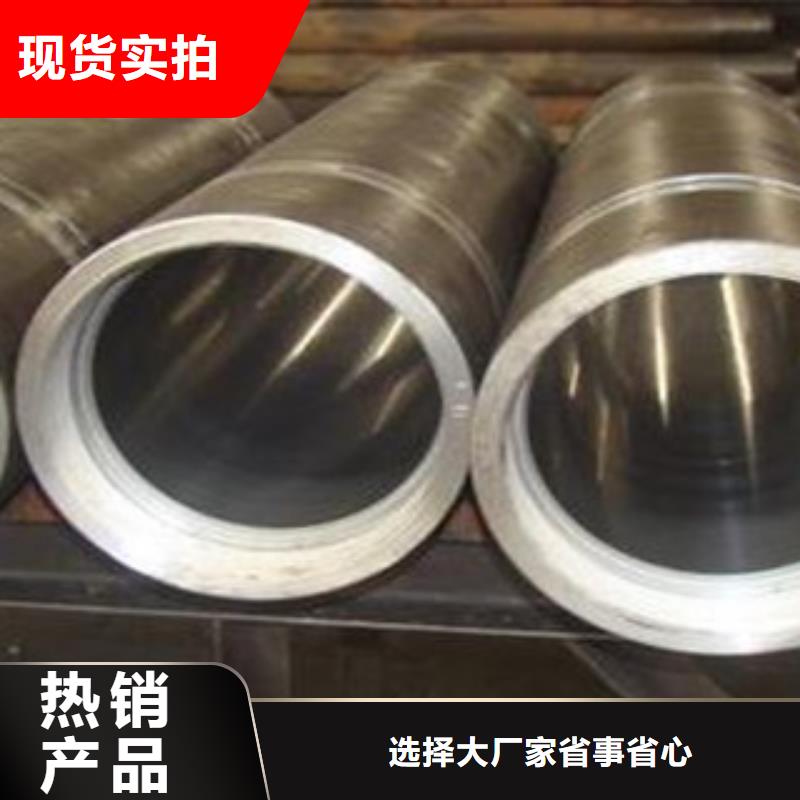
绗磨管加工工艺原理
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。
所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。


发货速度快的珩磨管生产厂家,九冶管业(温州市瓯海区分公司)为您提供发货速度快的珩磨管生产厂家产品案例,联系人:李经理,电话:【0527-88266222】、【0527-88266222】。