珩磨管品质甄选

珩磨管中的珩磨工具
在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。
珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:
(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。
(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
珩磨管专业知识问答


珩磨管的定压过程
1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管
3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。



台州温岭九冶管业有限公司位于“【精密管】之乡”的台州温岭,公司拥有一支从事【精密管】产品研发、设计、制造的技术队伍,技术力量雄厚。
公司长期专注于【精密管】设计制造,以“产品就是人品”、“真材实料“为行为准则,建立起完善的质量管理体系,以精密制造、精细管理、精心服务赢得了国内外市场信赖。 在用户心目中树立了高品质【精密管】重服务的形象。
公司恪守“用心管理,精心制造,放心使用,热心服务”的质量方针,坚持以诚取信、以人为本,俱荣同生、合作共赢原则,与客户共同发展,共创辉煌!


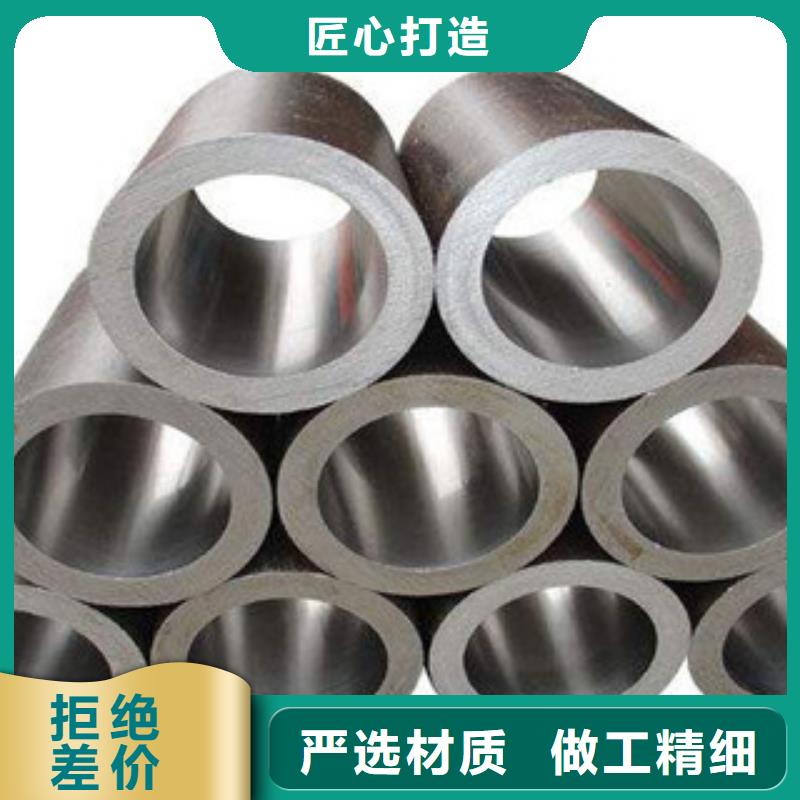
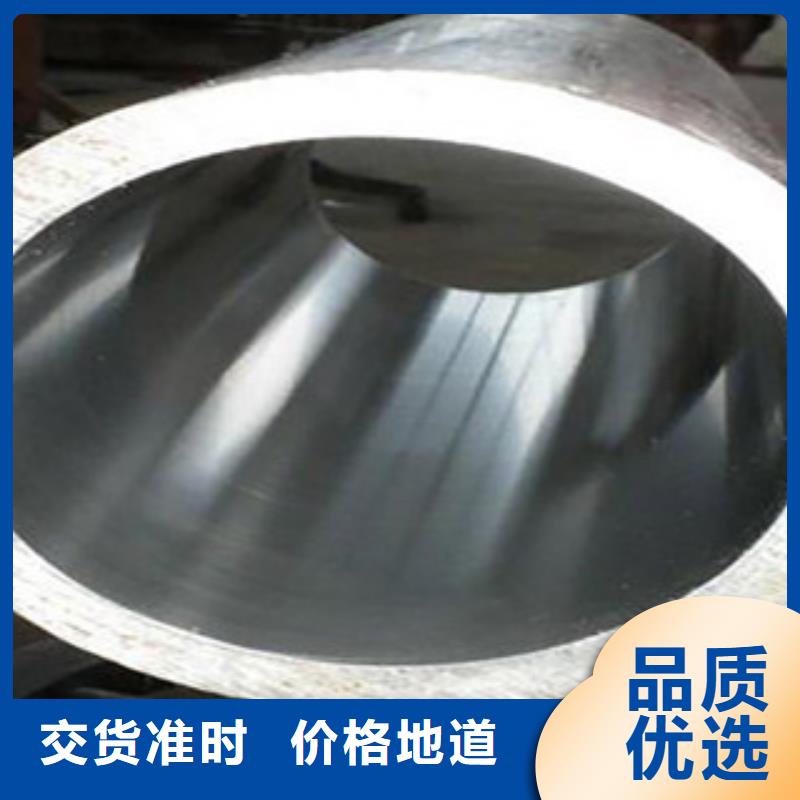
珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。
加工精度高,特别是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。
珩磨机主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔,是一种利用珩磨头珩磨工件精加工表面的磨床,我们经常提到的珩磨管就是它的主要加工产品之一。
从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。 而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。



- 不锈钢板-常规货源当天发出 2026-05-23
- 圆管弯曲机期待您的咨询 2026-05-23
- 防撞护栏-全国接单 2026-05-23
- 经验丰富的钢板销售厂家 2026-05-23
- 铝方通参数图文介绍 2026-05-23
- 不锈钢管三年质保 2026-05-23
- 不锈钢复合管厂家实力强大 2026-05-23
- 专业销售榆树-现货供应 2026-05-23
- 母线槽生产销售 2026-05-23
- :护栏厂家批发 2026-05-23
- 供应不锈钢碳素钢复合管护栏的经销商 2026-05-23
- k9球墨铸铁管多年生产经验 2026-05-23
- 钢板_快来了解 2026-05-23
- 不锈钢复合管规格全可满足不同需求 2026-05-23
- 精密管大型生产基地 2026-05-23