您当前的位置:商助贸易宝 » 肇州商助贸易宝 »肇州产品 » 支持定制的不锈钢井盖批发商
支持定制的不锈钢井盖批发商
更新时间:2026-05-19 05:02:37 ip归属地:大庆,天气:阵雨转多云,温度:7-20 浏览:5次
- 发布企业
- 旺达不锈钢井盖(大庆市肇州县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢井盖
- 所在地
- 青山湖区鄱阳湖温馨家园建材市场16号楼17室
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 方经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:大庆市肇州县支持定制的不锈钢井盖批发商的产品参数
【旺达】持续拓展产品矩阵,现有林甸不锈钢井盖定制速度快工期短、让胡路不锈钢井盖通过检测、萨尔图不锈钢井盖厂家经验丰富等,满足不同场景需求。在大庆市肇州县本地采买支持定制的不锈钢井盖批发商到旺达不锈钢井盖(大庆市肇州县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:方经理-【18762195566】。 黑龙江省,大庆市,肇州县 2022年,肇州县实现地区生产总值171.6亿元,按不变价计算,比2021年下降2.7%。
为您精心制作的支持定制的不锈钢井盖批发商产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:大庆肇州支持定制的不锈钢井盖批发商的图文介绍

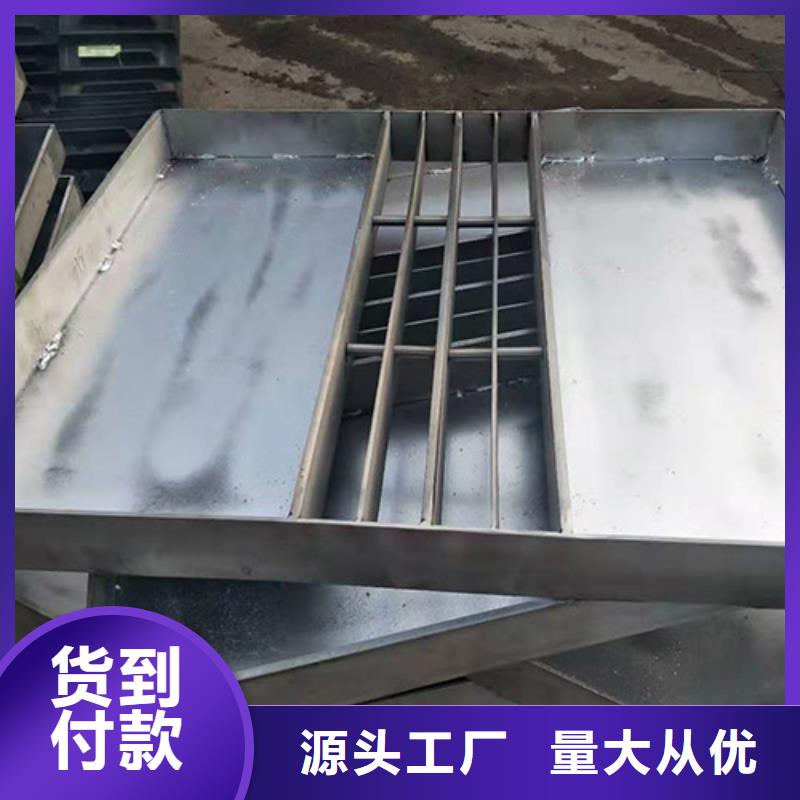
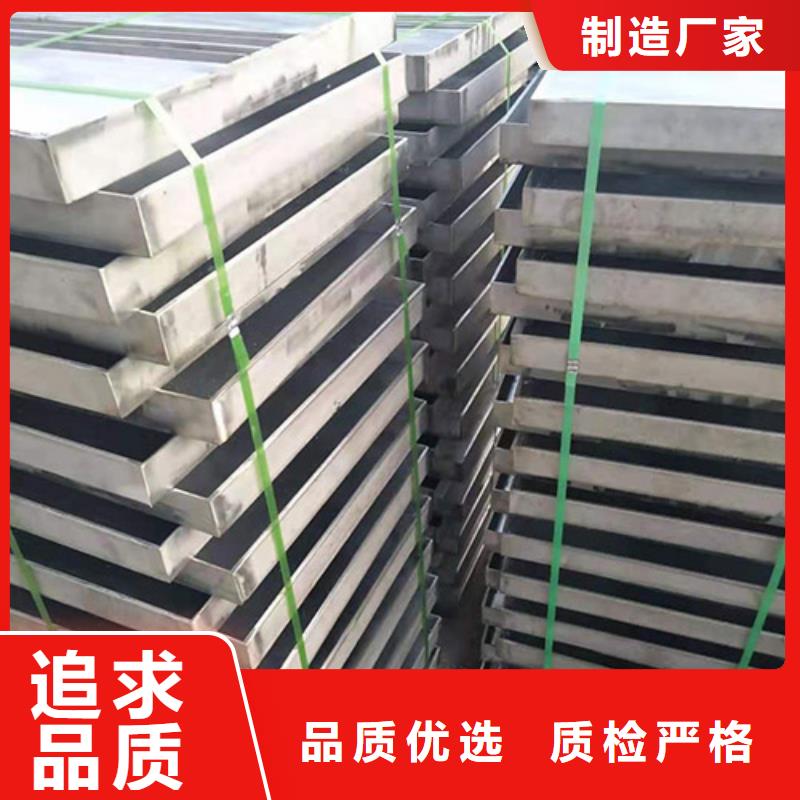
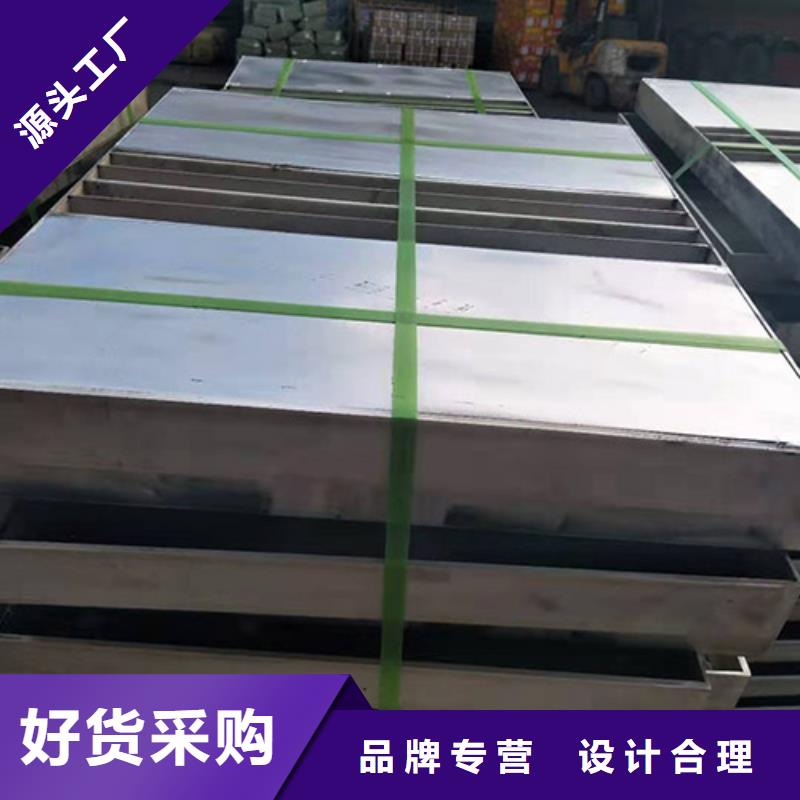
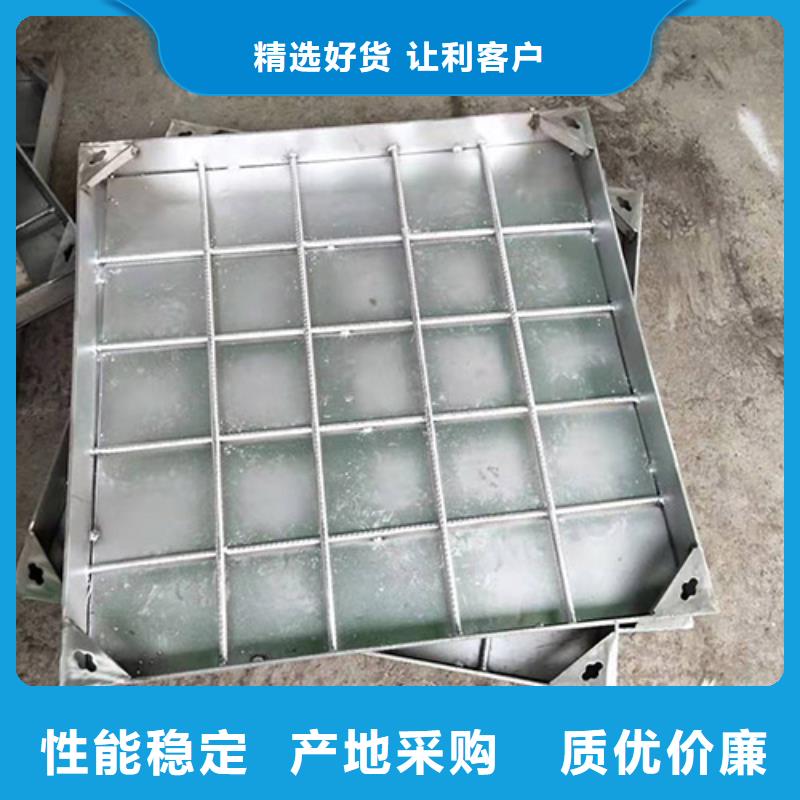
大庆肇州不锈钢井盖
旺达不锈钢井盖有限公司
大庆肇州不锈钢井盖的图文介绍
工厂直销操作便捷

你们的信任就是给我们的动力,我们的宗旨是合作共赢,达到双方的满意,为您做独到的 不锈钢井盖,感谢大家对我们的支持,为您制作好的 不锈钢井盖产品是我们不懈的动力,多谢大家在百忙之中能够看到我们大庆肇州旺达不锈钢井盖有限公司的信息,只要您一个电话,我们会与您沟通,和以实惠的 不锈钢井盖价格回报您们的信任,我们历经多年发展,在 不锈钢井盖行业已有良好知名度。





产品实拍图
PRODUCT REAL SHOT DISPLAY

二、冷裂纹防止措施
1)焊前进行工艺评定试验,确定工艺参数。
2)焊前预热可防止裂纹,同时还有一定的改善性能的作用。
3)手工焊采用碱性低氢焊条E5Q/E55型;CO:气体保护焊可选用药芯焊丝;埋弧焊可选用F5021一H08MnA焊条,并且严格按规定烘干。烘干温度为350—450℃,烘干后在100—150cC温度下保温1~2h,放在保温筒内随用随取。
4)选择合理的焊缝形状,严格按图纸加工零件坡口。
5)将焊缝两侧各30~50mm范围内锈、水等干净,减少氢气的来源。
6)裂纹往往出现在头道焊缝和焊根上,因此对定位焊长度、焊脚高度和间隔也要作出相应规定。定位焊缝若不得已在坡口内进行时,其焊缝高度应小于坡口深度的2/3,长度宜大于40mm。必要时在定位焊之前进行预热。焊前对定位焊缝进行检查,有裂纹时必须重焊。定位焊的长度和间距,应视母材厚度、结构长度而定。
7)为减小内应力,防止焊接时产生裂纹,装配时要避免强行组装。
8)适当增大电流,降低冷却速度,有助于避免淬硬组织的形成。
9)控制层间温度,应略高于预热温度。
10)Q345C低温焊接后应进行缓冷,为减缓焊缝及热影响区的冷却速度,防止冷裂纹的产生,应对焊件及时保温,即把焊后的焊件立即加热到250~350。,并用石棉等保温2。6h后空冷,可减少焊缝中含氢量,防止产生冷裂纹,其加热方法、宽度同焊前预热。
虽然不锈钢中厚板施工难度较大,但只要控制措施得当,构件出现裂纹的比例会大大缩小,工程质量会有显著提高,焊缝出现裂纹将会避免,可以有效地控制工业建筑工程质量。




在大庆市肇州县采购支持定制的不锈钢井盖批发商请认准旺达不锈钢井盖(大庆市肇州县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:方经理-【18762195566】)。