您当前的位置:商助贸易宝 » 安次商助贸易宝 »安次产品 » 钢结构厂家【钢结构吧】
钢结构厂家【钢结构吧】
更新时间:2026-05-19 20:23:18 ip归属地:廊坊,天气:阴转多云,温度:16-26 浏览:5次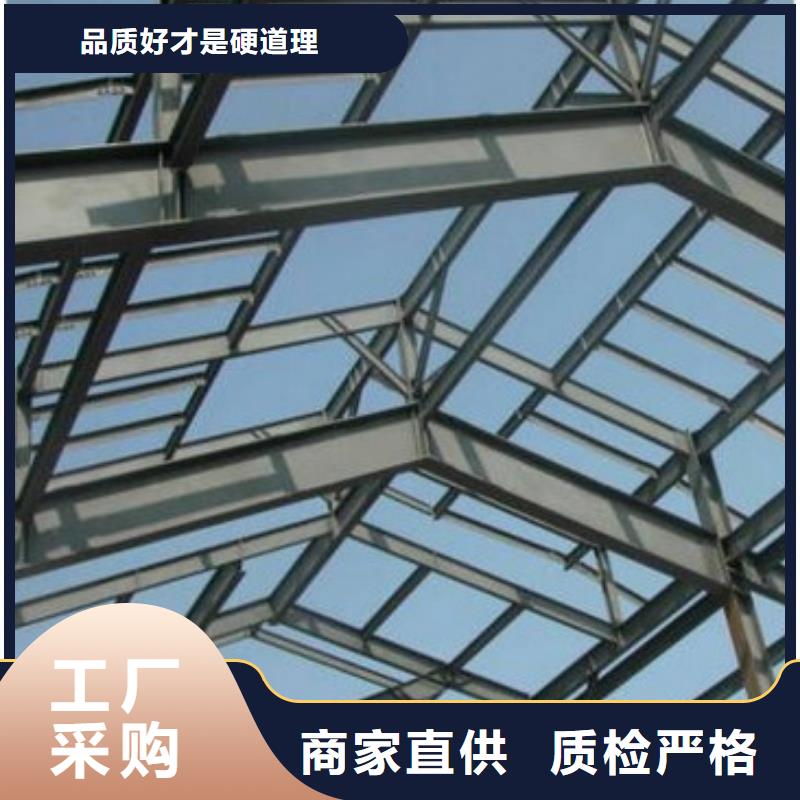

- 发布企业
- 阔恒兴旺国际贸易(廊坊市安次区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 镀锌槽钢
- 所在地
- 天津市北辰区韩家墅钢材市场
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 杨经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:廊坊市安次区钢结构厂家【钢结构吧】的产品参数
【阔恒兴旺】业务覆盖多元场景,提供以下产品和服务:三河镀锌槽钢免费寄样、广阳镀锌槽钢海量现货直销、永清镀锌槽钢全品类现货等。钢结构厂家【钢结构吧】,阔恒兴旺国际贸易(廊坊市安次区分公司)专业从事钢结构厂家【钢结构吧】,联系人:杨经理,电话:【0527-88266222】、【0527-88266222】,以下是钢结构厂家【钢结构吧】的详细页面。 河北省,廊坊市,安次区 2019年前三季度,安次区地区生产总值152.5亿元,增长6%;社会消费品零售总额53.8亿元,增长8%;城乡居民人均可支配收入分别为32204元、13904元,增长8.8%、9%。
想要体验钢结构厂家【钢结构吧】产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
以下是:廊坊安次钢结构厂家【钢结构吧】的图文介绍

廊坊安次镀锌槽钢
阔恒兴旺国际贸易有限公司


廊坊安次镀锌槽钢的详细介绍
诚实守信极速发货


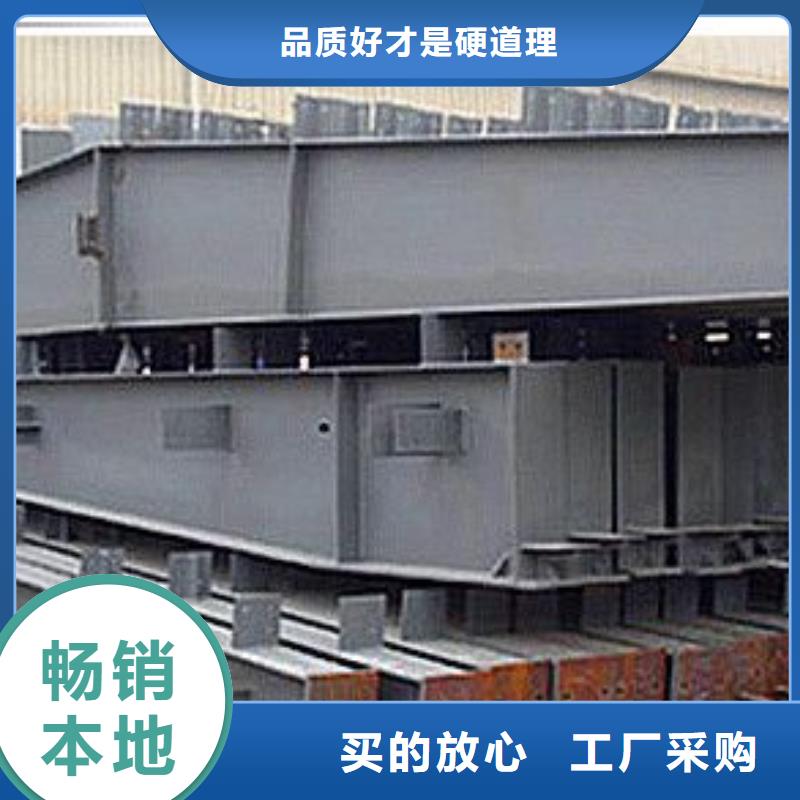
天津阔恒兴旺国际贸易有限公司销售:热轧H型钢,高频焊接H型钢,钢结构配件,焊接型钢,钢结构C型钢,钢结构柱,钢结构钢梁。
友情提示:由于规格品种太多,无法一一列出,可咨询。
四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
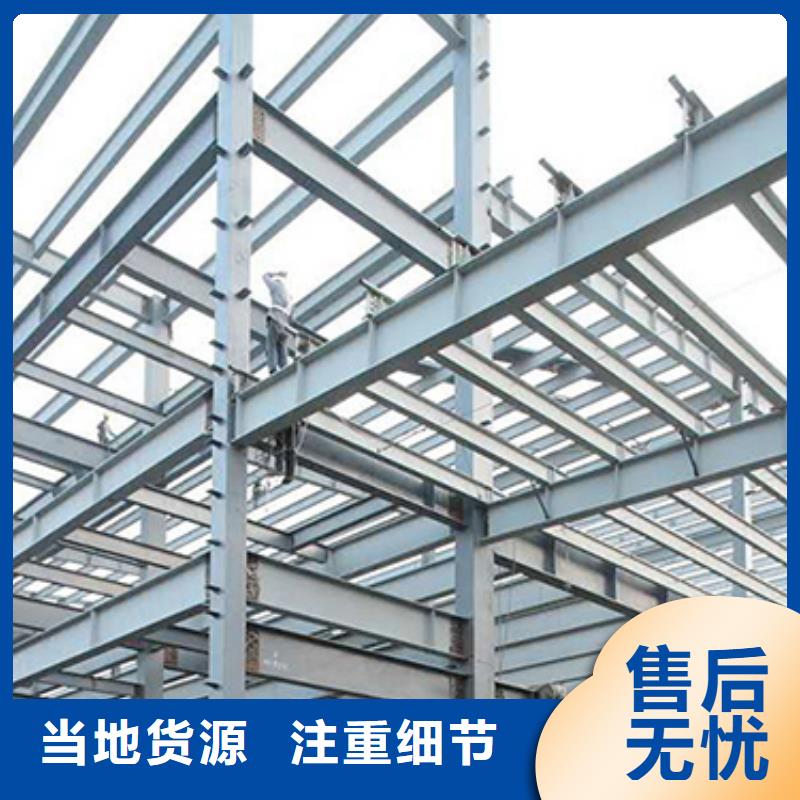
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
提供:本公司可代加工除锈、喷漆、喷砂、数控切割、打孔等。友情提示:由于规格品种太多,无法一一列出,可咨询。



厂家直营大型工厂甄选廊坊安次镀锌槽钢原材料无中间商

规格多样多种廊坊安次镀锌槽钢规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制廊坊安次镀锌槽钢

贴心售后廊坊安次镀锌槽钢发货迅速多年行业经验值得信赖

选购钢结构厂家【钢结构吧】来廊坊市安次区找阔恒兴旺国际贸易(廊坊市安次区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:杨经理-【0527-88266222】,地址:[天津市北辰区韩家墅钢材市场]。