公司新闻
质量靠谱的H型钢厂家
更新时间: 2026-05-19 03:35:42 ip归属地:恩施,天气:小雨,温度:18-22 浏览:4次
以下是:恩施市鹤峰县质量靠谱的H型钢厂家的产品参数
【德运华】以匠心打造多元场景产品,涵盖咸丰槽钢购买的是放心、巴东槽钢源厂直接供货、利川槽钢匠心制造、来凤槽钢产品参数等。质量靠谱的H型钢厂家,德运华型材金属材料(恩施市鹤峰县分公司)为您提供质量靠谱的H型钢厂家的资讯,联系人:武经理,电话:【17768165506】、【17768165506】。 湖北省,恩施土家族苗族自治州,鹤峰县 鹤峰县古称拓溪、容米、容阳,曾是容美立司治所,清雍正十三年(1735年)改土归流后,先后设置为鹤峰州、鹤峰县。1983年8月19日,因设立鄂西土家族苗族自治州,撤销鹤峰土家族自治县,仍称鹤峰县,隶属鄂西土家族苗族自治州(1993年4月更名为恩施土家族苗族自治州)。截至2021年10月,鹤峰县辖5个镇、4个乡,县人民政府驻地容美镇。
想知道质量靠谱的H型钢厂家产品为何如此受欢迎?观看视频,答案自在其中。
以下是:恩施鹤峰质量靠谱的H型钢厂家的图文介绍
恩施鹤峰德运华型材金属材料有限公司主营:(恩施鹤峰) 本地 槽钢等产品,主营项目:(恩施鹤峰) 本地 槽钢。公司常年备有库存,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!


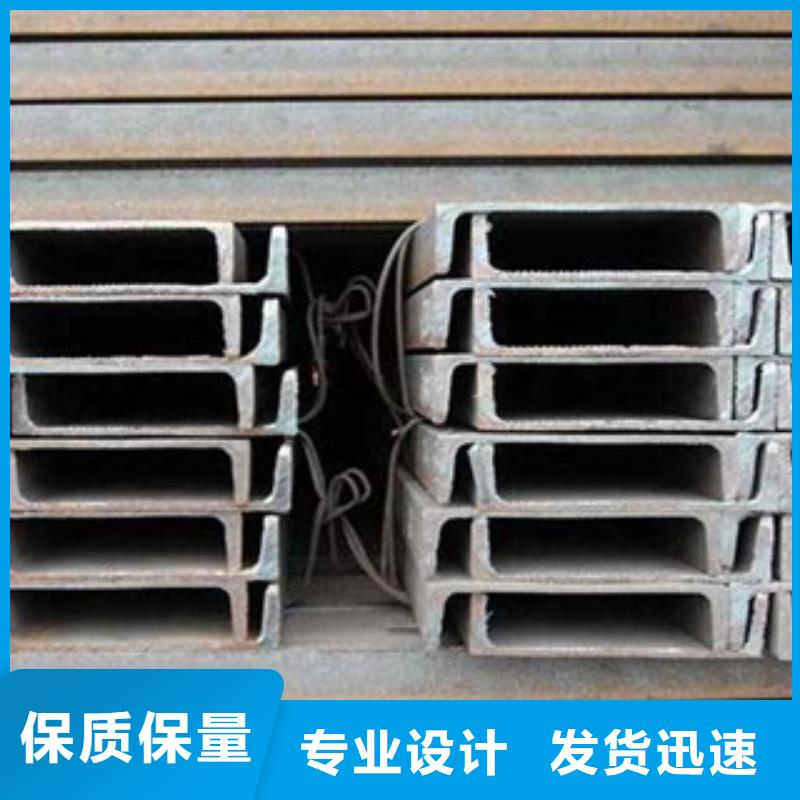
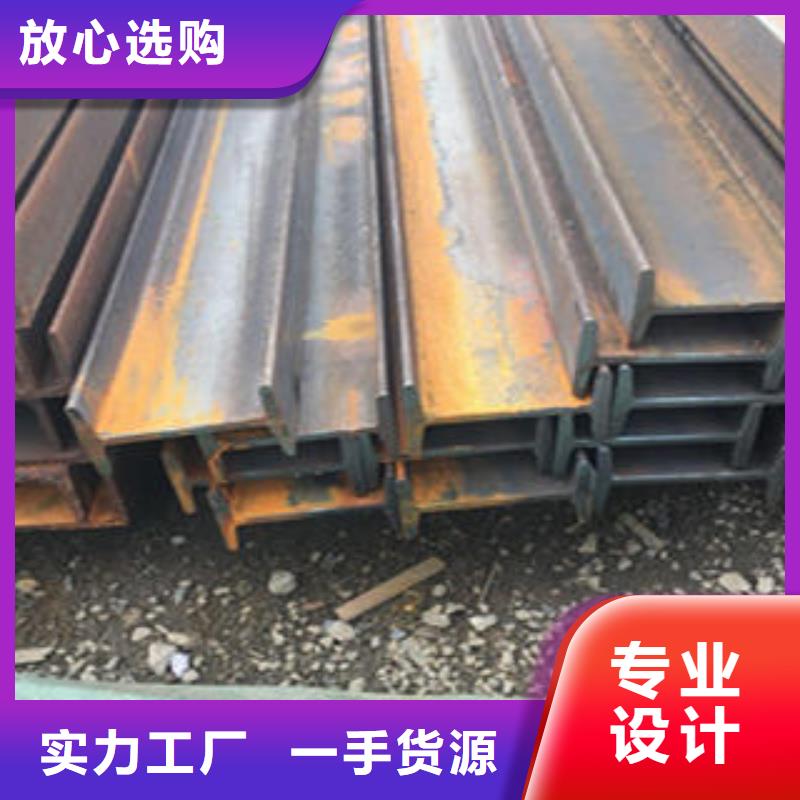
H型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。
H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制h型钢高度为800mm,超过了只能是组合截面。 我国热轧H型钢国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。工字钢与H型钢相比,等重量前提下,w、 ix、 iy都不如h型钢



切割后应将切割面上的氧化皮、硫渣干净,然后转人下道工序。切割公差和质量应满足“施工规范” 规定要求。H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。



焊接H型钢构件加工制作工艺要点要注意这几个方面:下料切割焊接H型钢腹板、翼缘板切割下料前应用矫平机对钢板进行矫平,切割设备主要采用火焰多头直条切割机。切割时进行多块板同时下料,以防止零件切割后产生侧弯。下料前应仔细核对钢板的材质、规格、尺寸是否正确,核对无误后方可进行切割,同时应对钢板的不平度进行检查,不平度超过“施工规范”规定的应先进行矫平。切割前将钢板表面的铁锈、油污等杂物干净,以保证切割质量。切割后应将切割面上的氧化皮、硫渣干净,然后转人下道工序。切割公差和质量应满足“施工规范” 规定要求。H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
质量靠谱的H型钢厂家_德运华型材金属材料(恩施市鹤峰县分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:武经理,开发区东首。
产品

其他新闻
- 专业生产制造不锈钢碳素钢复合管护栏的厂家 2026-05-19
- 热镀锌方管品质优越 2026-05-19
- 更多用户选择H型钢 2026-05-19
- 球墨井盖量大优惠_现货供应 2026-05-19
- 防撞护栏 2026-05-19
- k9球墨铸铁管供应商-长期合作 2026-05-19
- 供应不锈钢复合管护栏的厂家 2026-05-19
- 不锈钢复合管、不锈钢复合管厂家直销-本地企业 2026-05-19
- 合金管期待您的垂询 2026-05-19
- 槽钢定做 2026-05-19
- 伸缩楼梯行内优选 2026-05-19
- 2026厂家直销##不锈钢复合管##价格合理 2026-05-19
- 不锈钢板老品牌 2026-05-19
- 无缝管多种规格任您选择 2026-05-19
- 合金27SiMn品牌:广灿钢管制造有限公司 2026-05-19
联系方式
