珩磨管超高性价比
更新时间:2026-05-21 04:39:45 ip归属地:崇左,天气:阵雨,温度:23-30 浏览:1次

- 发布企业
- 九冶管业(崇左市宁明县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍

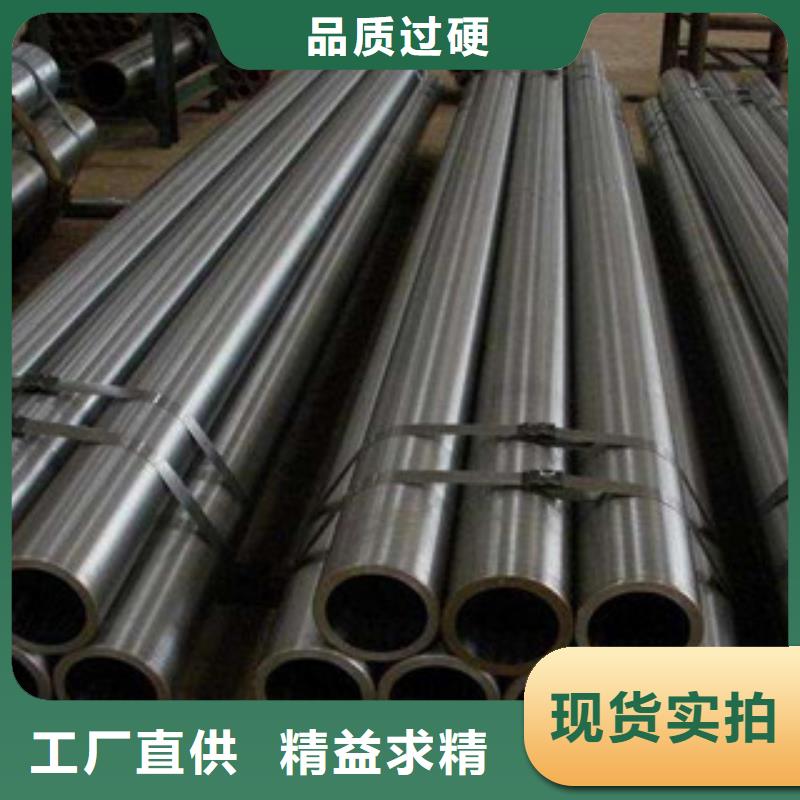
我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可!
绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。


现在大部分的珩磨机都是半自动的,常带有自动测量装置,还可纳入自动生产线工作。除加工孔的珩磨机外,还有加工其他表面的外圆珩磨机、轴承滚道珩磨机、平面珩磨机和曲面珩磨机等。 不管是哪一款珩磨设备,操作时都要检查它的润滑部位,特别是变速箱,看是否有润滑油。如果没有油,就得向所有的注油孔内注油。同时还要检查冷却液是否清洁,冷却液要定期清理,不允许使用污浊不堪的冷却液。 另外,不要忘了检查珩磨机中的油石超越尺寸是否正确,珩磨头的涨缩是否灵活,紧固油石座的弹簧是否牢固。调节好机床主轴的旋转运动和往复运动,使它符合工艺规范规定的要求。
珩磨管的珩磨工艺及其工艺参数的设置



珩磨管配件的设计原理
珩磨管的设计和配件是非常复杂的,今天我们大家就来简单了解一下吧。 珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。
珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。其次珩磨管的铺设排列和走向必须整齐一致,层次也需要分明,如果系统中同时存在平行和交叉的珩磨管,一定要注意它们之间的间隙大小。
另外,配置的珩磨管还要具备良好的性能,比如刚性、抗振动能力等等,为了增强其布管的稳定性,还需要配置相应的支架和管夹,避免在使用过程中发生位移。



崇左宁明九冶管业有限公司致力于【精密管】研发生产,我们配备先进专业的【精密管】生产流水线和卓越的研发销售团队,通过不断扩大的【精密管】产品生产能力不断降低产品成本,为客户提供j i优性价比的【精密管】产品及服务。我们在崇左宁明建立有一万平米的【精密管】生产基地,能快速的满足客户的实际需求.


主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
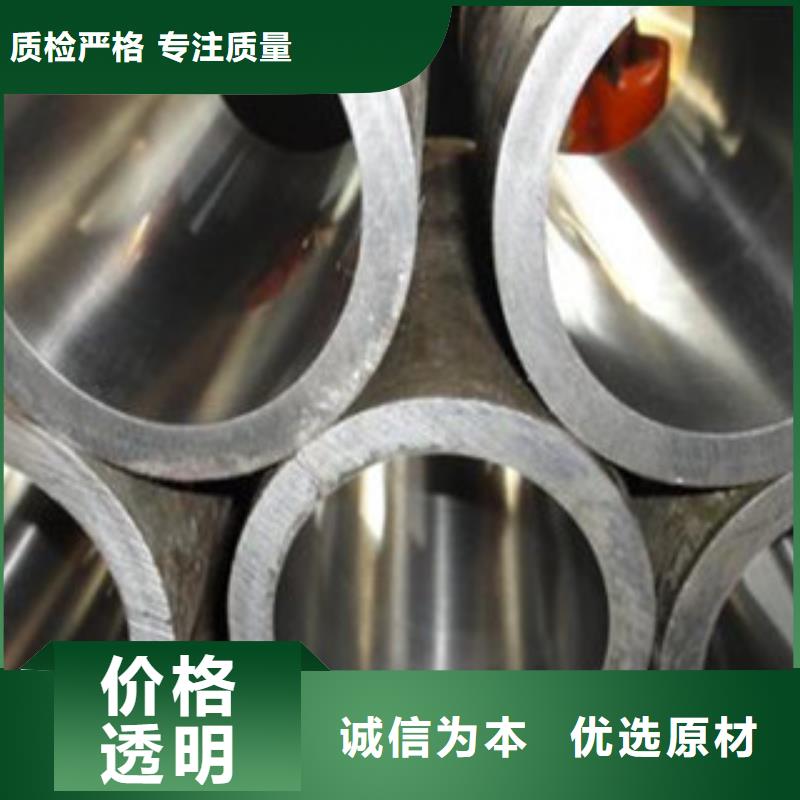
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。

